Installation manual
CNC 8060
CNC 8065
MACHINE PARAMETERS.
2.
(REF: 1402)
·201·
Machine parameters for kinetics.
2.9.9 Configuration of angular transformations.
Up to 14 different angular transformations may be set for the same machine. The CNC
assumes no transformation on power-up; the angular transformations are activated via part-
program using the instruction #ANGAX ON. The angular transformation of an incline axis
is kept active after a RESET or an M30.
What is an angular transformation of an incline axis?
The angular transformation of an incline axis may be used to program movements in
Cartesian coordinates and execute them in a non-Cartesian plane; in other words, in a plane
where the axes are not at 90º from each other.
On certain machines, the axes are configured in a Cartesian way, they are not perpendicular
to each other. A typical case is the X axis of a lathe that due to sturdiness reasons is not
perpendicular to the Z axis.
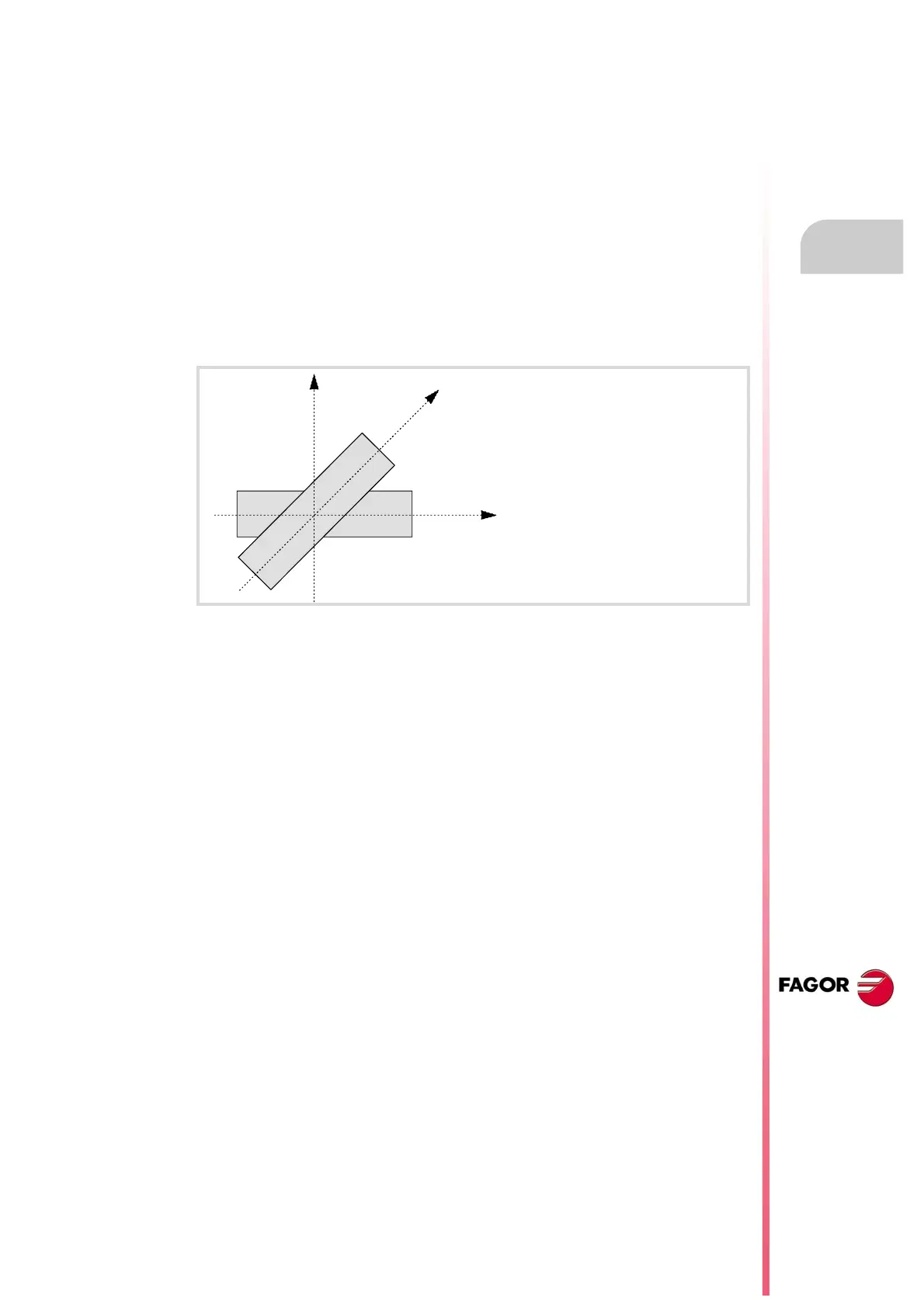
Programming in the Cartesian system (Z-X) requires activating an angular transformation
of an inclined plane that converts the movements of the real (non-perpendicular) axes (Z-
X'). This way, a movement programmed on the X axis is transformed into movements on the
Z-X' axes; i.e. it then moves along the Z axis and the angular X' axis.
Considerations for the angular transformation of an incline
axis.
The axes that make up the angular transformation must meet the following requirements:
• The angular transformation may be defined with any pair of axes of the system, but both
axes must belong to the same channel in order to activate the transformation.
• Both axes must be linear.
• Both axes may be masters in a pair of slaved (coupled) axes or gantry axes.
Home search is not possible when the angular transformation is active.
If the angular transformation is active, the coordinates displayed will be those of the Cartesian
system. Otherwise, it will display the coordinates of the real axes.
CONFIGURATION OF ANGULAR TRANSFORMATIONS.
NANG
Number of angular transformations defined.
Possible values: From 0 to 14.
Default value: 0.
Associated variable: (V.)MPK.NANG
Up to 14 different angular transformations may be set for the same machine. The CNC
assumes no transformation on power-up; the angular transformations are activated via part-
program using the instruction #ANGAX ON. The angular transformation of an incline axis
is kept active after a RESET or an M30.
X Cartesian axis.
X' Angular axis.
Z Orthogonal axis.

 Loading...
Loading...








