Process active
(Process active) -
Single Bit
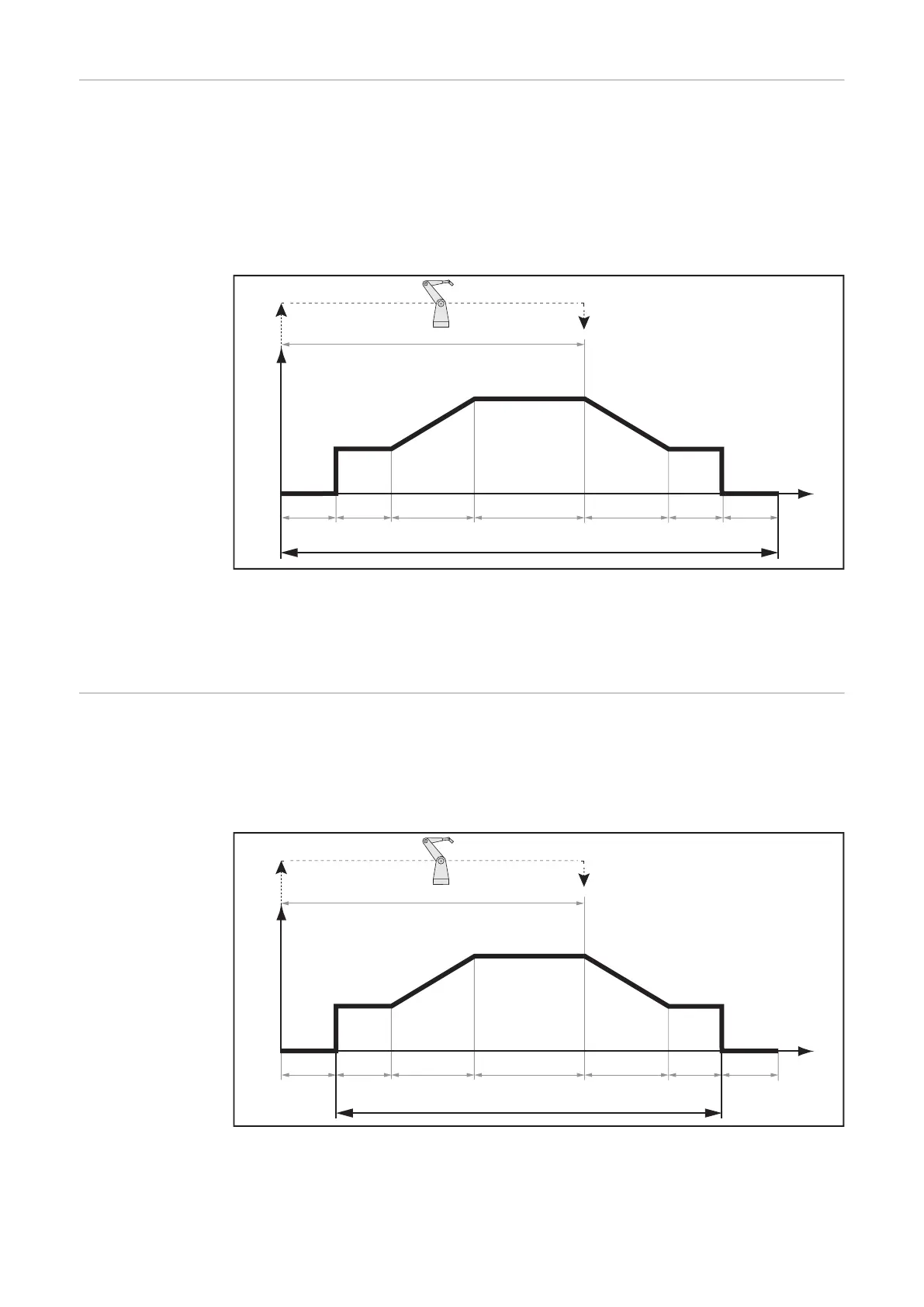
The Process active signal is set from the beginning of gas pre-flow to the end of gas
post-flow in order to inform the robot that welding is still taking place. This means that,
for example, the dwell time of the robot can be synchronized at the end of the weld seam
to ensure that there is an ideal gas shield.
If the Welding start signal is set, the gas pre-flow time begins to count down, even before
the arc is ignited.
After extinguishing the arc, the gas post-flow time begins to count down.
(1) Process active (process active)
Additional information for TWIN systems:
The signal is set as soon as one of the two power sources becomes active.
Current flow (cur-
rent flow) - Single
Bit
This signal is set as soon as the wire electrode touches the workpiece and current
begins to flow – the signal is High as soon as the workpiece is touched.
During welding the signal can fall to Low during all welding processes – the signal func-
tions in the same way for all welding processes.
(1) Current flow (current flow)
Additional information for TWIN systems:
The signal is set to High as soon as one of the two wire electrodes becomes live.
26