ner rounding), as described in the G01 denition.
Using I, J, K addresses
I, J and K address are used to locate the arc center in relation to the start point.
In other words, the I, J, K addresses are the distances from the starting point
to the center of the circle. Only the I, J or K specic to the selected plane are
allowed (G17 uses IJ, G18 uses IK and G19 uses JK). The X, Y, and Z com-
mands specify the end point of the arc. If the X, Y, or Z location for the selected
plane is not specied, the endpoint of the arc is the same as the starting point
for that axis.
To cut a full circle the I, J, K addresses must be used; using an R address
will not work. To cut a full circle, do not specify an ending point (X, Y and Z);
program I, J or K to dene the center of the circle. For example: G02 I3.0 J4.0
(Assumes G17; XY plane)
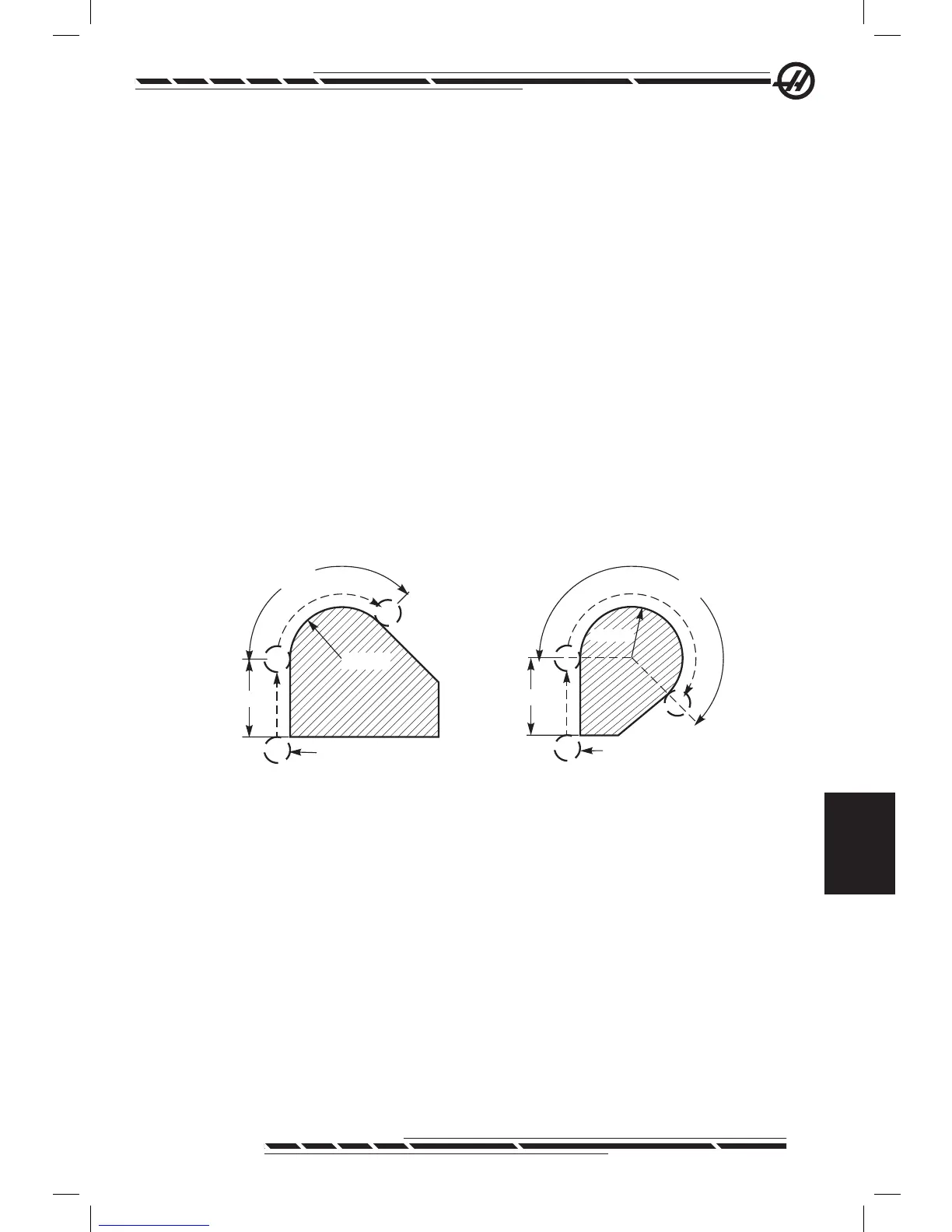
Using the R address
The R-value denes the distance from the starting point to the center of the
circle. Use a positive R-value for radii of 180° or less, and a negative R-value
for radii more than 180°.
Programming Examples
.
 Loading...
Loading...



