R Plane
SETTING #22
SETTING #22
I=I
1
Q
Q
Q
I=I-J
2 1
I
3
=K
Z Depth
Z Depth
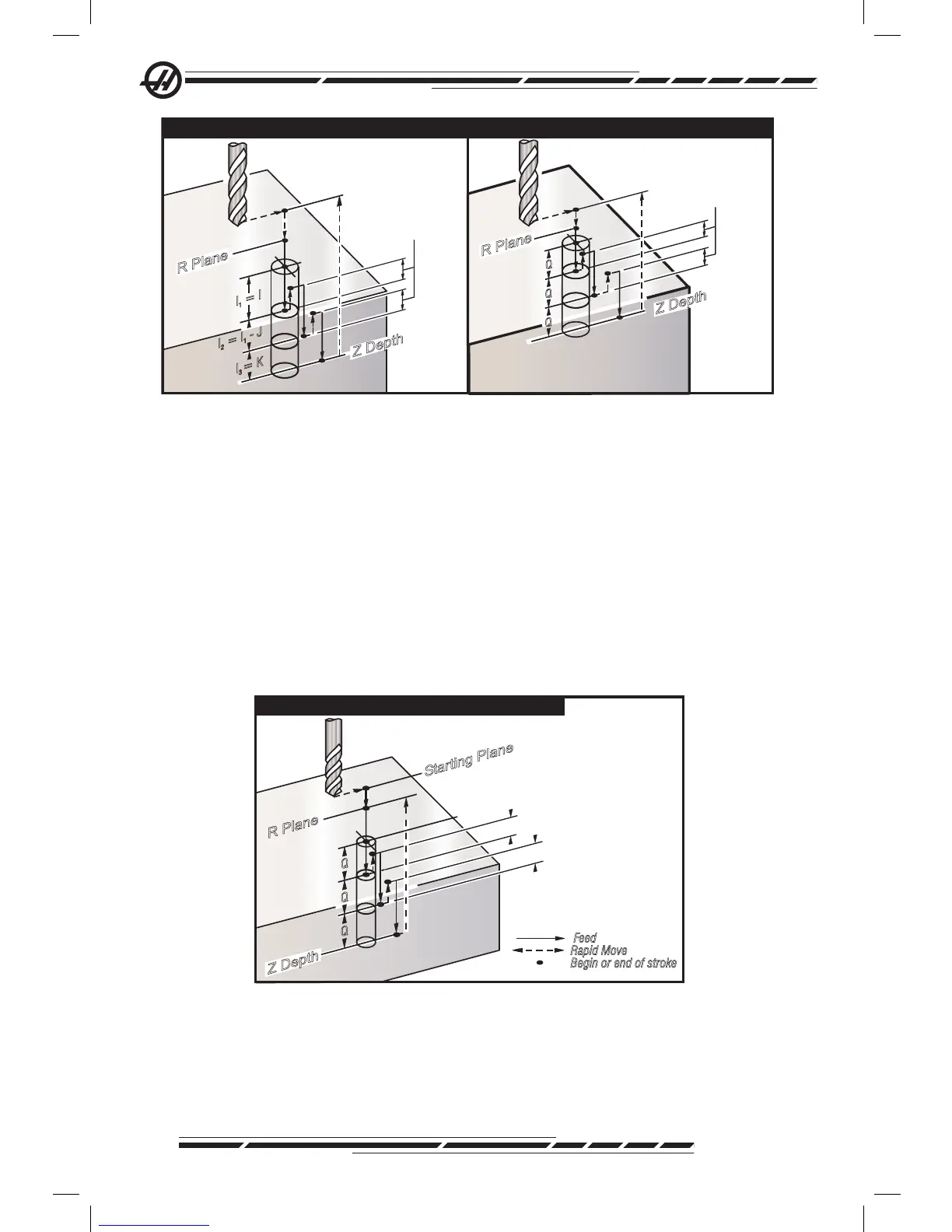
G73Peck Drilling with I, J&Koptions
G73Peck Drilling withK&Qoptions
R Plane
I, J, K, and Q are always positive numbers.
There are two methods to program a G73; rst using the I, J, K addresses and
the second using the K and Q addresses.
If I, J, and K are specied, The rst pass will cut in by the value I, each suc-
ceeding cut will be reduced by the value of J, and the minimum cutting depth is
K. If P is specied, the tool will pause at the bottom of the hole for that amount
of time.
If K and Q are both specied, a different operating mode is selected for this
canned cycle. In this mode, the tool is returned to the R plane after the number
of passes totals up to the K amount.
.
G74 Reverse Tap Canned Cycle (Group 09)
F Feedrate in inches (or mm) per minute (use the formula, described
in the canned cycle introduction, to calculate feed rate and spindle
speed)
J Retract Multiple (How fast to retract - see Setting 130)
 Loading...
Loading...



