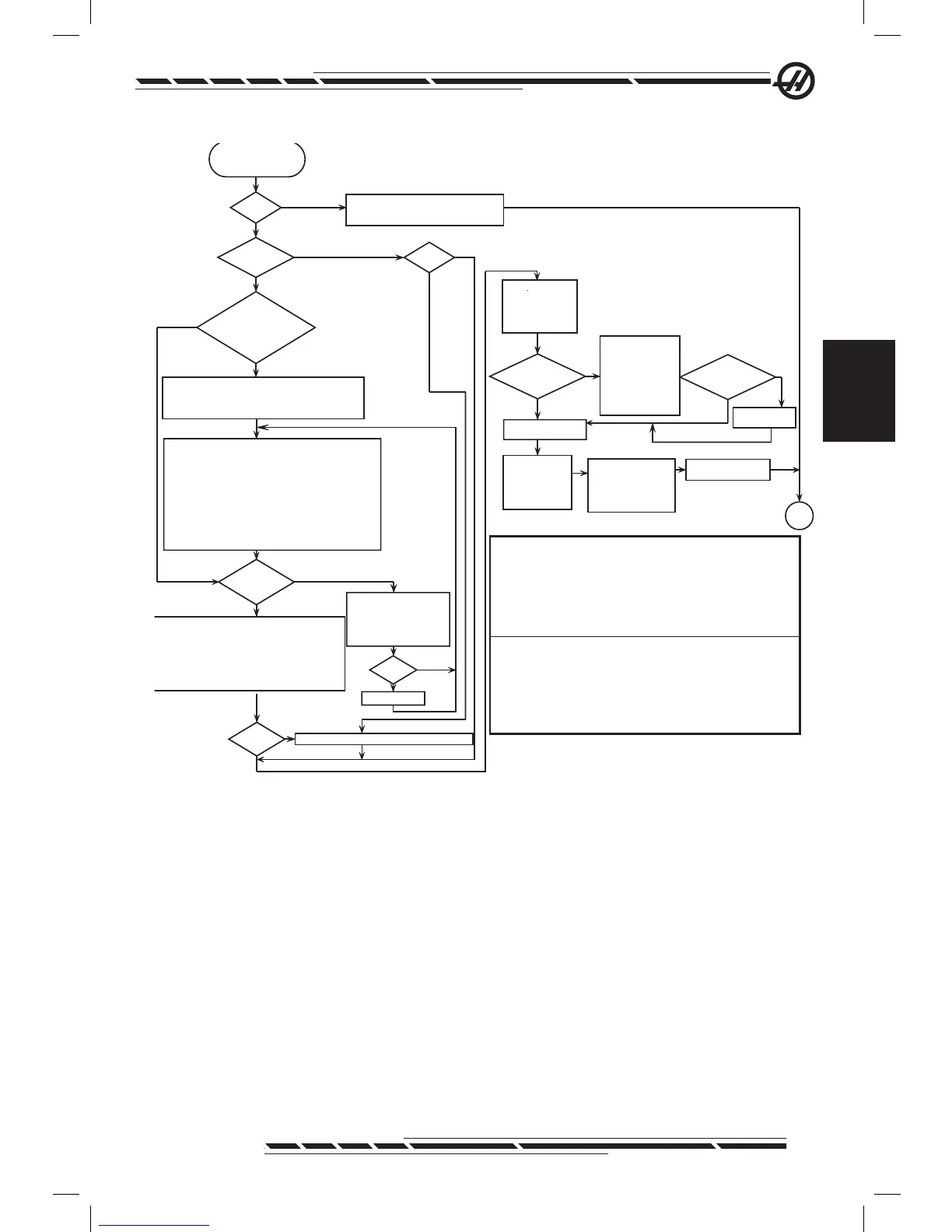
Press Recover
Button
Alarms
exist?
Y
Tool in
armor spindle
(Y/N)?
Will arm
prevent tool in
spindle or pocket
from being
removed
(Y/N)?
Y
Y
N
Use following commands to remove all tools from
spindle and arm. Move carousel with arrows.
ATC Rev-Rotate arm
Tool Release -Toggle tool un/clamp
Up/Down arrow-Moves Pkt up or down
Orient Spindle-Spindle orientation
To move spindle up/down, arm must be at origin,
and you must exit tool changer recovery.
Are you finished using commands (Y)?
CNC waits for ‘Y’ before continuing.
Orient
spindle
pressed?
N
Use Tool Release button while holding tool
and remove alltoolsfrom arm and spindle.
Depress tool-clamp-release stud on arm while
holding tool and slidetool out. Notea
tool-clamp-release stud for each end of arm
Are allthe toolsremoved (Y)?
Cnc waits for‘Y’ before continuing
Y
About to orient spindle.
Caution! This may
damage tool arm if
spindle interferes with
itsmotion. Press ‘O’ to
orient, ‘N’to cancel.
N
Alarms exist, they must be cleared.
Press ‘Y’to continue, then ‘Reset’
to clear alarms, then retry.
N
Armat
origin?
Y
N
‘N’or‘O’
Orient spindle
N
O
Y
At origin,
continue to Pkt
Restore (Y)?
Cnc waits for‘Y’
before
continuing
Carousel
between
pockets?
Y
N
Restoring pockets,
please wait
Check current
carousel
pocket, enter
current pocket
number, and
press 'Enter'.
Use ATC Fwd/Rev to rotate arm to origin
Press arrow key
to move carousel
or ‘Write’to
continue
automatic
recovery
Cnc waits for
’Write’ before
continuing
Move to next
pocket
N
Tool change
recovery complete!
Press ‘Y’to
continue. Please
update pocket and
tool page.
Offset page with
pockets displayed.
Tool may fall during tool recovery. Place
something soft under tool to catch it. Don't
use hands to catch tool, and press ‘Y’to
continue. CNC waits for ‘Y’ before continuing.
END
Arm at
origin?
Carousel
between
pockets?
Y
N
Sensorsand Diagnostic Logic
Cam Box
Carousel Chart
Signal Origin Rotation Tool
Stow Pick-up
Drop-off
Clamp/Unclamp Amber/0 Amber/0 Off/1
Origin Off/1 Red/0 Red/0
Motor Stop Off/1 Red/0 Off/1
Signal Pocket Pocket Pocket Pocket Pocket
Tool one Tool in Up Down Between
In Position Position Up&Down
(Pocket) Tool one in pos. 0 1111
(Pocket) Tool in Position 0 000
Discrete Input
Discrete Input
0
Pocket Up 0 0011
Pocket Down 1 1101
Hydraulic Tool Changer
Tool Pocket Setup
The Tool pocket table is accessed by pressing the Offset key and then press
the right cursor arrow key to reach the tool pocket column. Enter the pocket
values for each tool used. This table must be properly setup by the operator to
avoid the possibility of damaging tools, the spindle or the tool changer.
Creating a New Tool Table
During the course of operating the machining center it will be necessary to
completely reprogram the tool table. There are two useful functions that can be
used as an aid in creating a new tool table:
Pressing the ‘ORIGIN’ button on the keypad at any time while on the tool table
screen will set all the tool pockets to their default values. For example, tool 1 in
the spindle, tool 2 in pocket 1, tool 3 in pocket 2, etc.
 Loading...
Loading...



