G163 5-Axis Normal Peck Drilling Canned Cycle (Group 09)
E Species the distance from the start position to the bottom of the
hole
F Feedrate in inches (mm) per minute
I Optional size of rst cutting depth
J Optional amount to reduce cutting depth each pass
K Optional minimum depth of cut
P Optional pause at end of last peck, in seconds
Q The cut-in value, always incremental
A A-axis tool starting position
B B-axis tool starting position
X X-axis tool starting position
Y Y-axis tool starting position
Z Z-axis tool starting position
A specic X, Y, Z, A, B position must be programmed before the canned cycle
is commanded.
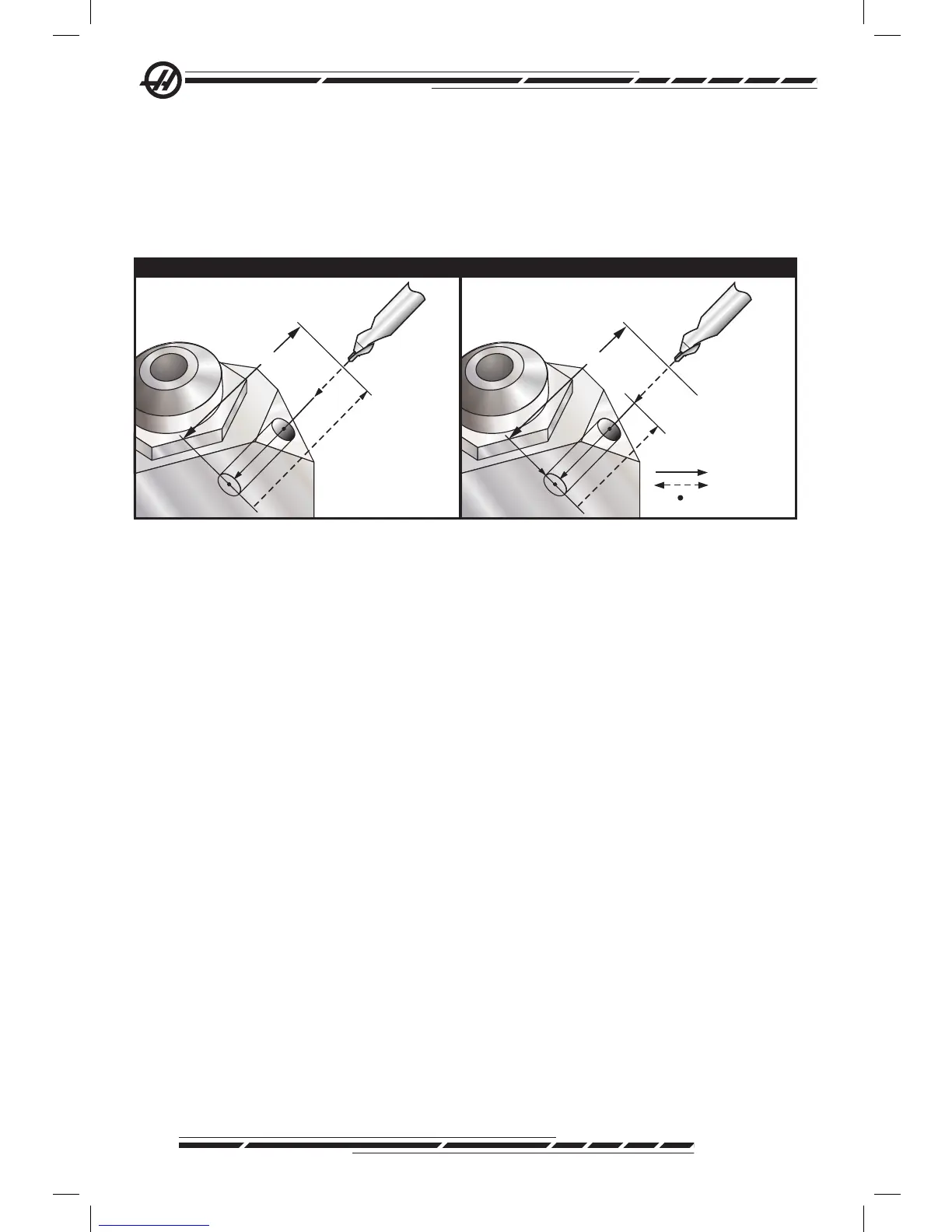
If I, J, and K are specied the rst pass will cut in by amount I, each succeed-
ing cut will be reduced by amount J, and the minimum cutting depth is K.
A P value is used the tool will pause at the bottom of the hole after the last
peck for that amount of time. The following example will peck several times and
dwell for one and a half seconds at the end: G163 Z-0.62 F15. R0.1 Q0.175
P1.5.
Note that the same dwell time applies to all subsequent blocks that do not
specify a dwell time.
 Loading...
Loading...



