Maintenance work on the superstructure
8.8 Slewing bearing
8 - 56 3 302 719 en Maintenance manual
GMK6300L-1
13.02.2018
Torques
Checking the
outer ring
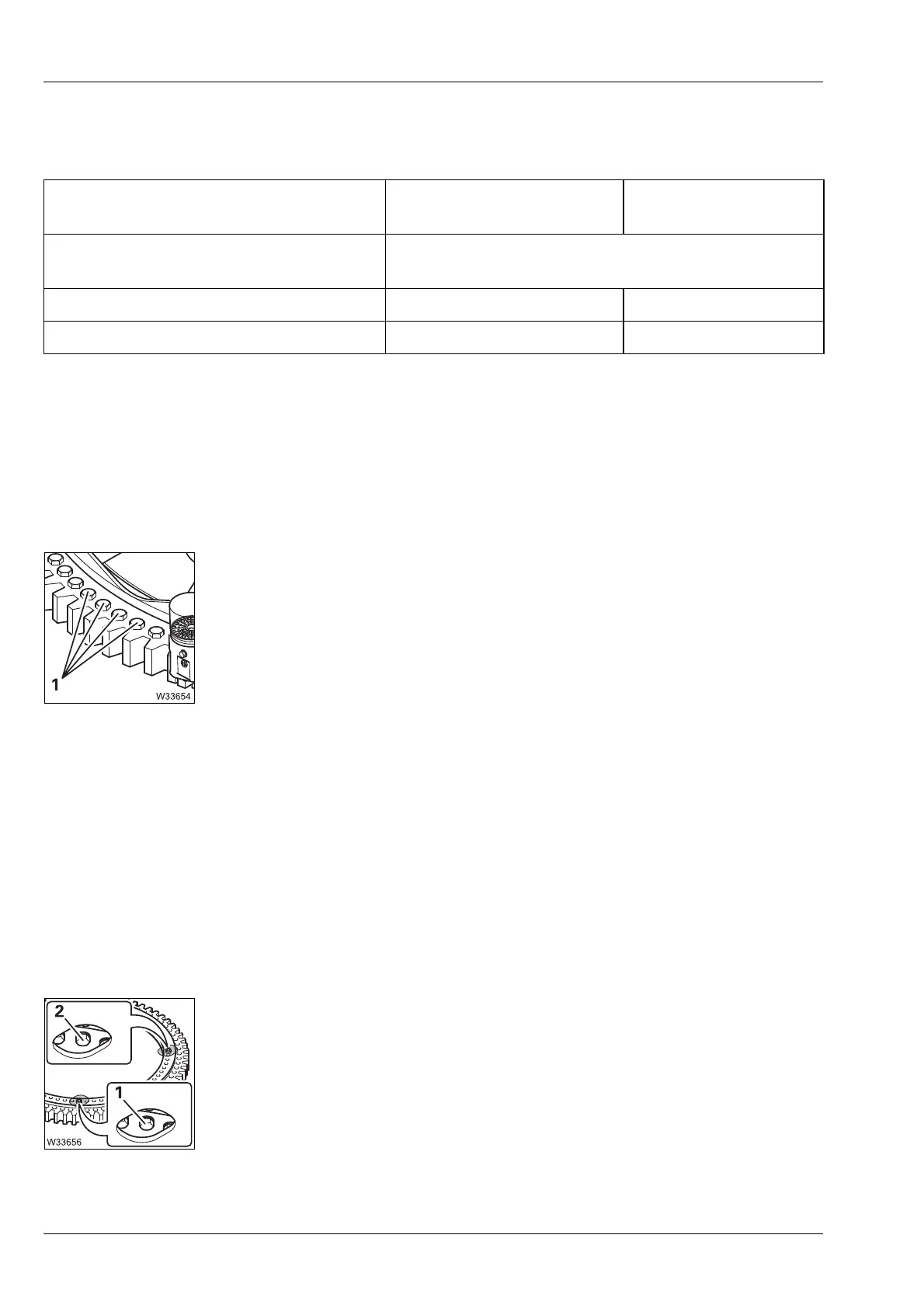
• Divide the checking of the 88 screws into 22 working steps of 4 screws
each (1).
Between each of the 22 operation steps you need to rotate the turntable
to the next group of 4 screws on the opposite side.
• Switch the engine off after every rotation and secure the truck crane
against unauthorised use;
à p. 2 - 3.
• Check the tightness of the first group of 4 adjoining screws (1);
à Torques, p. 8 - 56.
• Once they have been checked, mark the screws to avoid subsequent
confusion.
• Remove the tool.
• Start the engine (from the crane cab) and turn the turntable by 180° – the
second group on the opposite side is now accessible.
• Switch off the engine.
• Check all other groups in the same way.
Checking the inner
ring
• Divide the inspection of the 87 screws into 43 work steps with 2 screws
each and 1 work step with 1 screw.
Between each of the 43 operation steps you need to rotate the turntable
to the next pair of screws on the opposite side.
• Switch the engine off after every rotation and secure the truck crane
against unauthorised use;
à p. 2 - 3.
• Check the tightness of the first pair of screws (1) and (2) on the opposite
side;
à Torques, p. 8 - 56.
• Mark the screws that have been checked, to avoid confusion later.
• Remove the tool.
Screw type GROVE part number Torque
Nm (lbf ft)
Roller sl
ewing bearing
Bearing type: RDV, three rows
03295952
Model plate: Inside the inner ring.
M27 x 150: 88 pieces on the outer ring 03227567 1150 (848)
M27 x 180: 87 pieces on the inner ring 03140904
1150 (848)

 Loading...
Loading...









