Enhanced Level Commands
4.1 Program support functions (1)
04.07
4-118
© Siemens AG 2007 All rights reserved
SINUMERIK 802D sl/840D/840D sl/840Di/840Di sl/810D ISO Milling (PGM) -- 04.07 Edition
4.1.11 Rigid tapping cycle (G84)
When the spindle motor is controlled in rigid mode as if it were a servo motor,
a tapping cycle can be sped up.
Format
G84 X... Y... Z... R... P... F... K... ;
X,Y: Hole position
Z: Distance from point R to bottom of the hole
R: Distance from the initial level to R level
P: Dwell time at bottom of the hole and at point R when a return is made
F: Cutting feedrate
K: Number of repeats (if required)
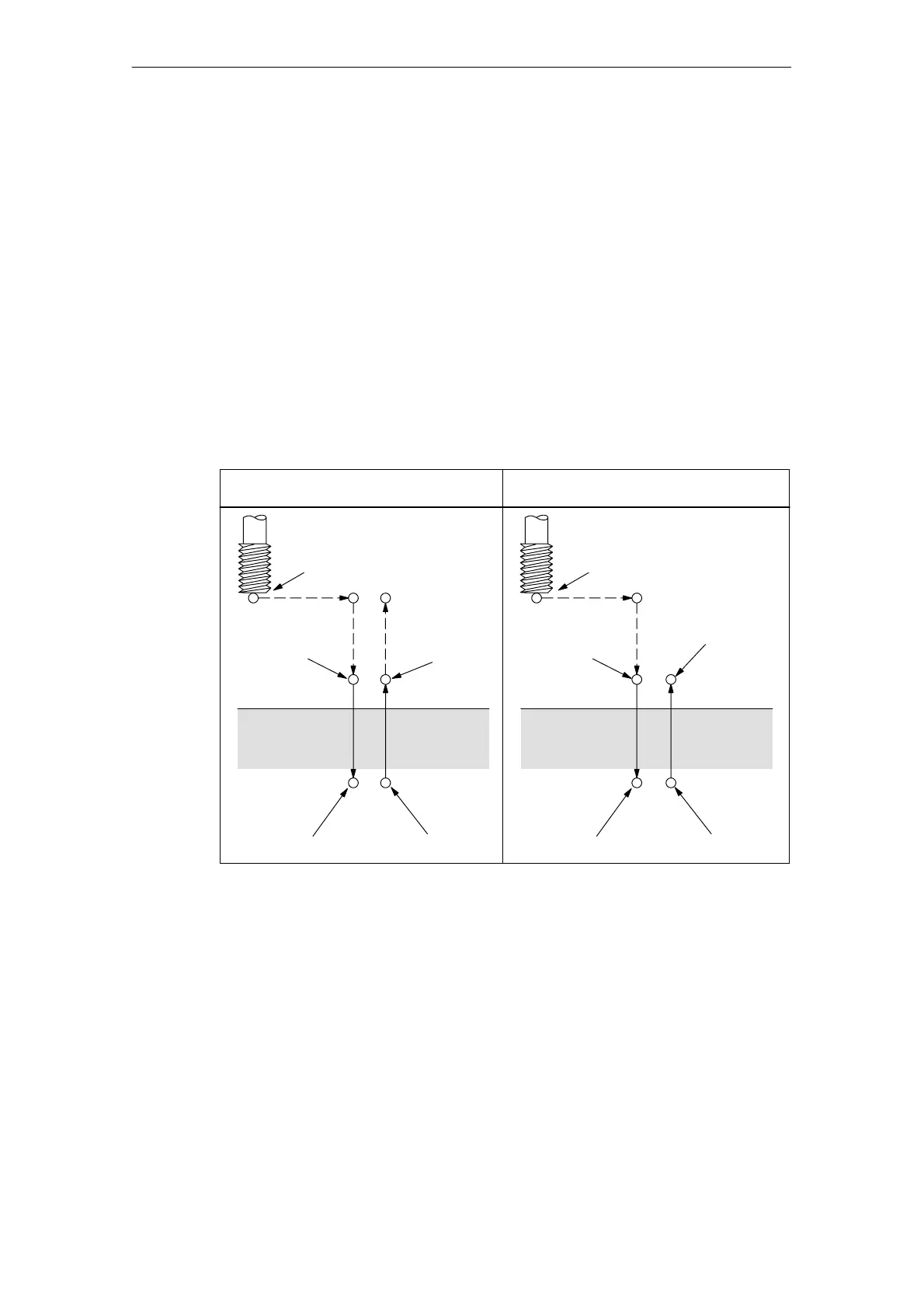
G84 (G98) G84 (G99)
Spindle
stop
Initial level
P
P
Point Z
Point R
Spindle CCW
P
Point R
Point R level
Spindle stop
P
Point Z
Spindle stop
Spindle CW
Spindle CCWSpindle stop
Spindle stop
Spindle stop
Spindle CW
Fig. 4-17 Rigid tapping (G84)
Explanations
Rapid traverse is carried out to point R after positioning along the X and Y axes.
Tapping is carried out from point R to point Z. The spindle is stopped, and a dwell is
performed once tapping has been completed. Then the spindle is rotated in reverse
direction. The tool is retracted to point R, and the spindle is stopped. Subsequently,
rapid traverse to the initial level is carried out. The feedrate override and the
spindle override are supposed to be 100% while tapping is being carried out.
Yet the rotation speed during retraction can be controlled through GUD _ZSFI[2].
Example: _ZSFI[2]=120, the retraction is performed at 120% of the tapping speed.

 Loading...
Loading...








