Enhanced Level Commands
4.1 Program support functions (1)
04.07
4-121
© Siemens AG 2007 All rights reserved
SINUMERIK 802D sl/840D/840D sl/840Di/840Di sl/810D ISO Milling (PGM) -- 04.07 Edition
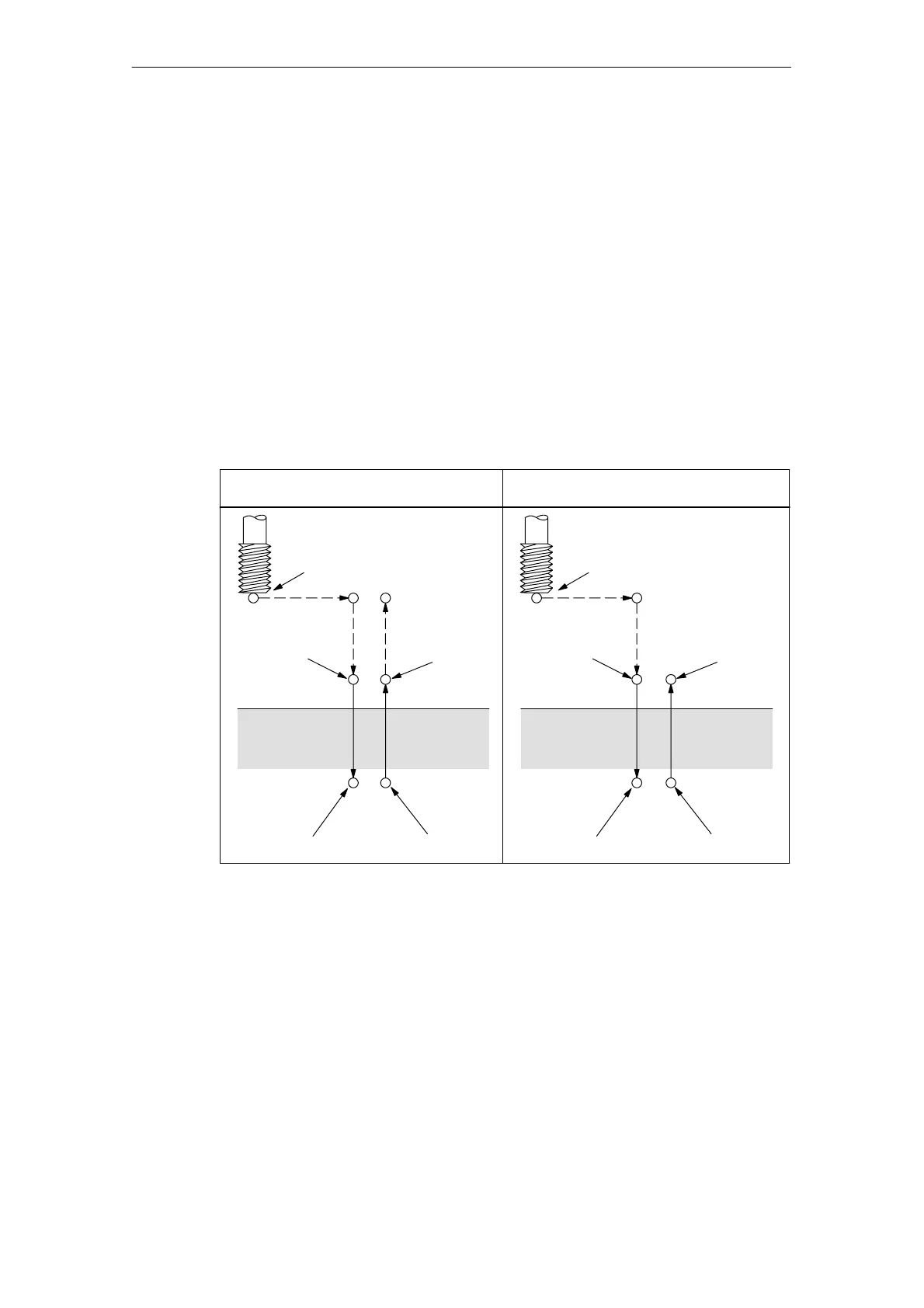
4.1.12 Left--handed r igid tapping cycle (G74)
When the spindle motor is controlled in rigid mode as if it were a servo motor,
tapping cycles can be sped up.
Format
G74 X... Y... Z... R... P... F... K... ;
X,Y: Hole position
Z: The distance from point R to the bottom of the hole
R: The distance from the initial level to point R
P: Dwell time at the bottom of the hole and at point R when return is made.
F: Cutting feedrate
K: Number of repeats (if required)
G74 (G98) G74 (G99)
Spindle
stop
Initial level
P
P
Point Z
Point R
Spindle CW
P
Point R
Spindle stop
P
Point Z
Spindle stop
Spindle
CCW
Spindle CWSpindle CW
Spindle
stop
Spindle stop
Spindle
CCW
Fig. 4-18 Left--handed rigid tapping cycle (G74)

 Loading...
Loading...








