Enhanced Level Commands
4.9 Automating support functions
04.07
4-150
© Siemens AG 2007 All rights reserved
SINUMERIK 802D sl/840D/840D sl/840Di/840Di sl/810D ISO Milling (PGM) -- 04.07 Edition
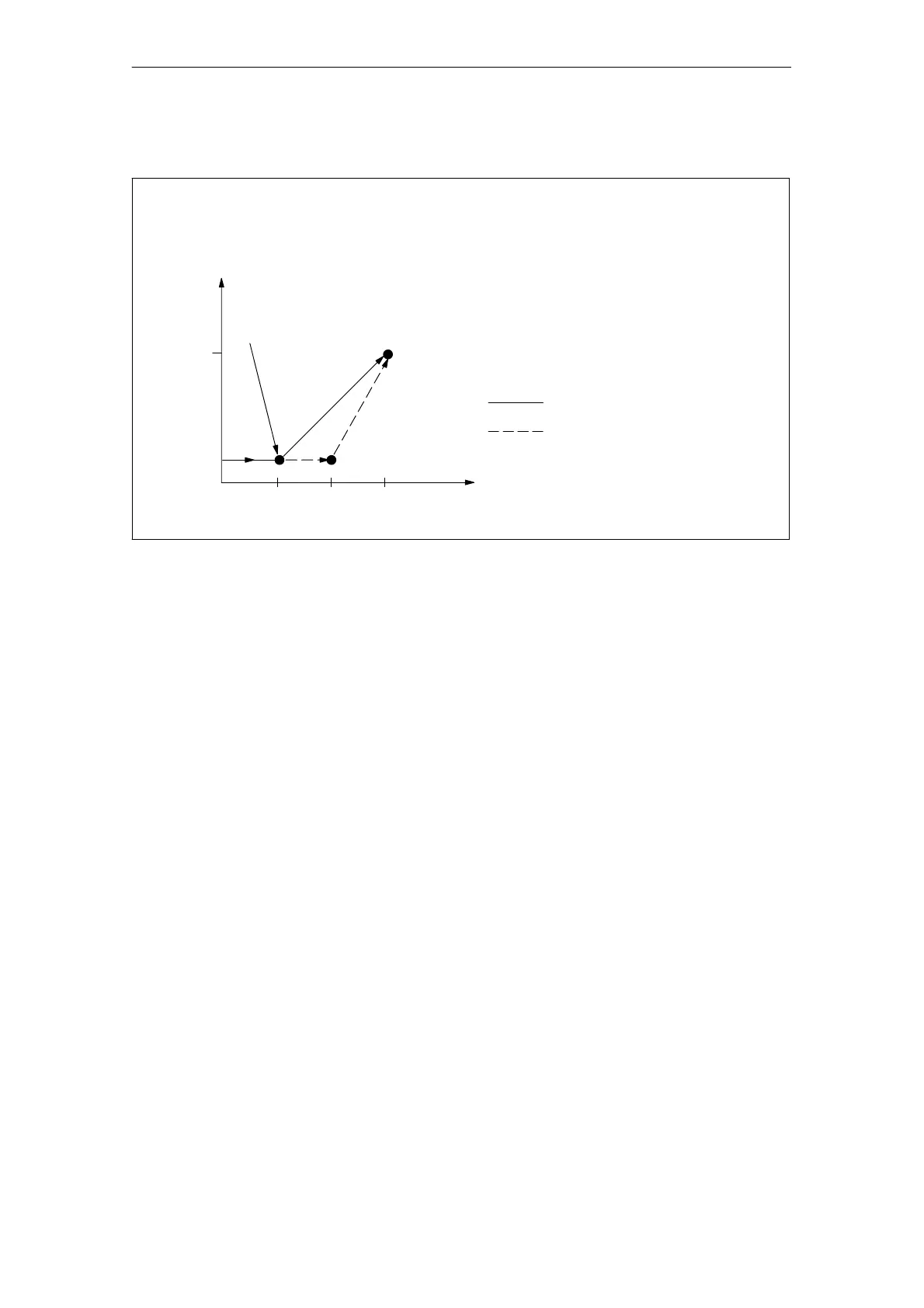
The next block to G31 represents an absolute command for 2 axes
G31 G90X200.0 F100;
X300.0 Y100.0;
Skip signal is activated here
Y
X
100
100 200 300
(300,100)
Actual motion
Motion without skip signal
Fig. 4-28 The next block represents an absolute command for 2 axes
4.9.2 Multistage skip (G31, P1 -- P4)
The multistage skip function stores coordinates in a macro variable within a block
specifying P1 to P4 after G31 whenever a skip signal (4--point) is turned on. In or-
der to match multiple Pn (n=1,2,3,4) as well as to match a Pn on a one--to--one ba-
sis, one skip signal can be set at a time.
Format
Move command
G31 X... Y... Z... F... P... ;
X, Y, Z : End point
F... : Feedrate
P...:P1--P4

 Loading...
Loading...








