Commands Calling Axis Movements
2.1 Interpolation commands
04.07
2-32
© Siemens AG 2007 All rights reserved
SINUMERIK 802D sl/840D/840D sl/840Di/840Di sl/810D ISO Milling (PGM) -- 04.07 Edition
Supplements to circular interpolation
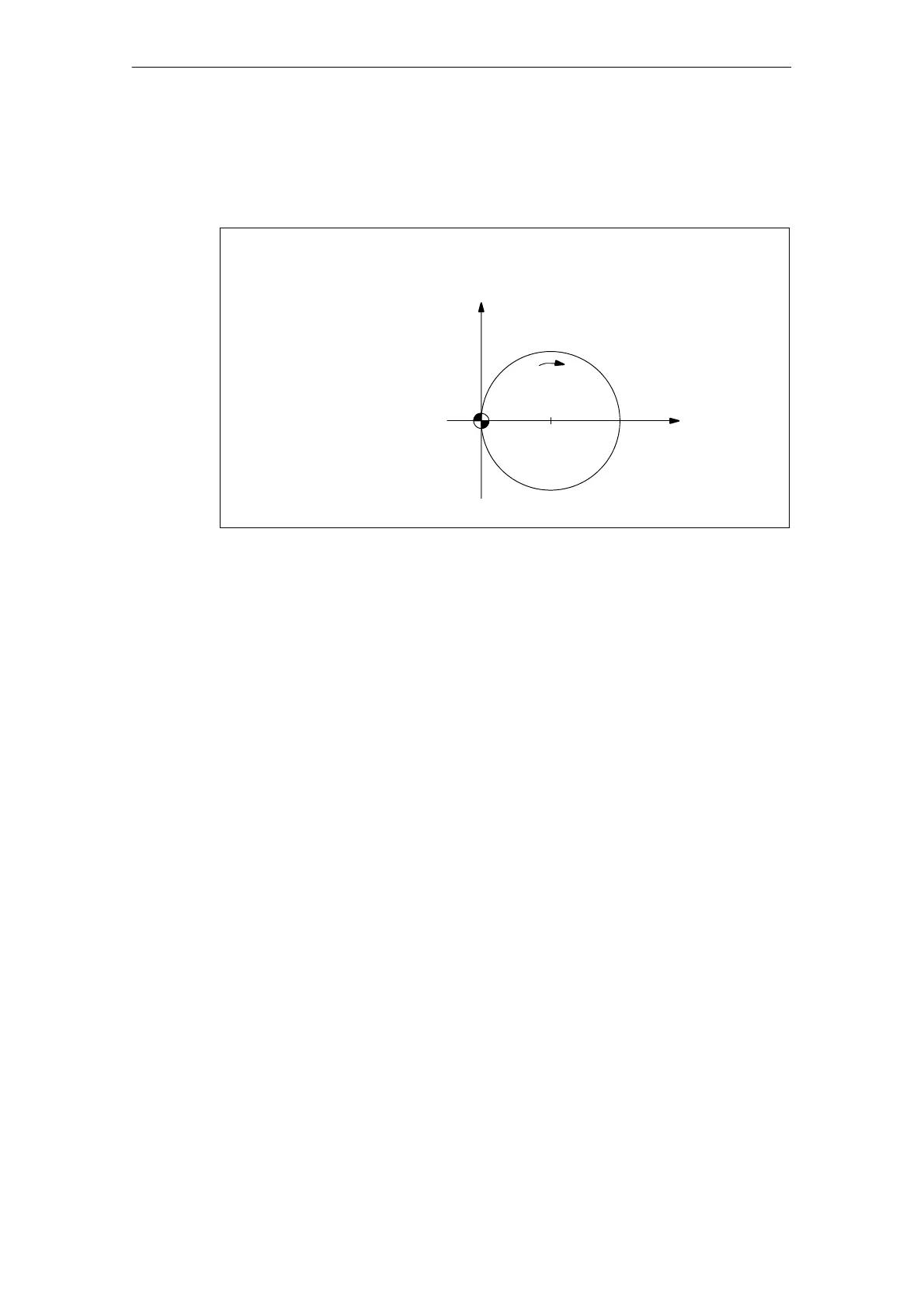
A circular arc extending to multiple quadrants can be defined by the commands in
a single block. It is also possible to s pecify a full circle.
Example of programming
Y-axis
G02
10 20
X-axis
G00X0Y0;
G02 X0 Y0 I10 J0 F100;
Fig. 2-7 Full circle
With the commands of “G17 G02 (or G03) I ⋅⋅⋅ J ⋅⋅⋅ F ⋅⋅⋅ Ln;”, full-circle inter-
polation is repeated by n times. If address L is omitted, interpolation is executed
once. Execution of the commands with the single-block function ON causes full-
circle interpolation to be interrupted after the execution of one full-circle interpola-
tion.
2.1.4 Helical interpolation (G02, G03)
It is possible to execute linear interpolation in synchronization with circular interpo-
lation with the axis which is not included in the circular interpolation plane. This is
called helical interpolation. The command format is indicated below.
S In the XY plane
G17 G02 (or G03) X ⋅⋅ Y ⋅⋅ R ⋅⋅ (or I ⋅⋅ J ⋅⋅)Z(α, β) ⋅⋅ F ⋅⋅;
S In the ZX plane
G18 G02 (or G03) Z ⋅⋅ X ⋅⋅ R ⋅⋅ (or K ⋅⋅ I ⋅⋅)Y(α, β) ⋅⋅ F ⋅⋅;
S In the YZ plane
G19 G02 (or G03) Y ⋅⋅ Z ⋅⋅ R ⋅⋅ (or J ⋅⋅ K ⋅⋅)X(α, β) ⋅⋅ F ⋅⋅;
S In the Xα plane
G17 G02 (or G03) X ⋅⋅ α ⋅⋅ R ⋅⋅ (or I ⋅⋅ J ⋅⋅)Z(β) ⋅⋅ F ⋅⋅;
S In the Zα plane
G18 G02 (or G03) Z ⋅⋅ α ⋅⋅ R ⋅⋅ (or K ⋅⋅ I ⋅⋅)Y(β
) ⋅⋅ F ⋅⋅;
S In the Yα plane
G19 G02 (or G03) Y ⋅⋅ α ⋅⋅ R ⋅⋅ (or J ⋅⋅ K ⋅⋅)X(β) ⋅⋅ F ⋅⋅;

 Loading...
Loading...








