Programming Basics
1.1 Introductory explanations
04.07
1-13
© Siemens AG 2007 All rights reserved
SINUMERIK 802D sl/840D/840D sl/840Di/840Di sl/810D ISO Milling (PGM) -- 04.07 Edition
1.1.6 Decimal point programming
There are two notations for the interpretation of programming values without a
decimal point in ISO Dialect mode:
S pocket calculator type notation
Values without decimal points are interpreted as mm, inch or degrees.
S standard notation
Values without decimal points are multiplied by a conversion factor .
The setting is defined by MD 10884.
There are two different conversion factors, IS -B and IS-C. This evaluation refers to
addresses X Y Z U V W A B C I J K Q R and F.
Example of linear axis in mm:
X 100.5 corresponds to value with decimal point: 100.5mm
X 1000 pocket calculator type notation: 1000mm
standard notation: IS-B: 1000* 0.001= 1mm
IS-C: 1000* 0.0001 = 0.1mm
ISO-Dialekt Milling
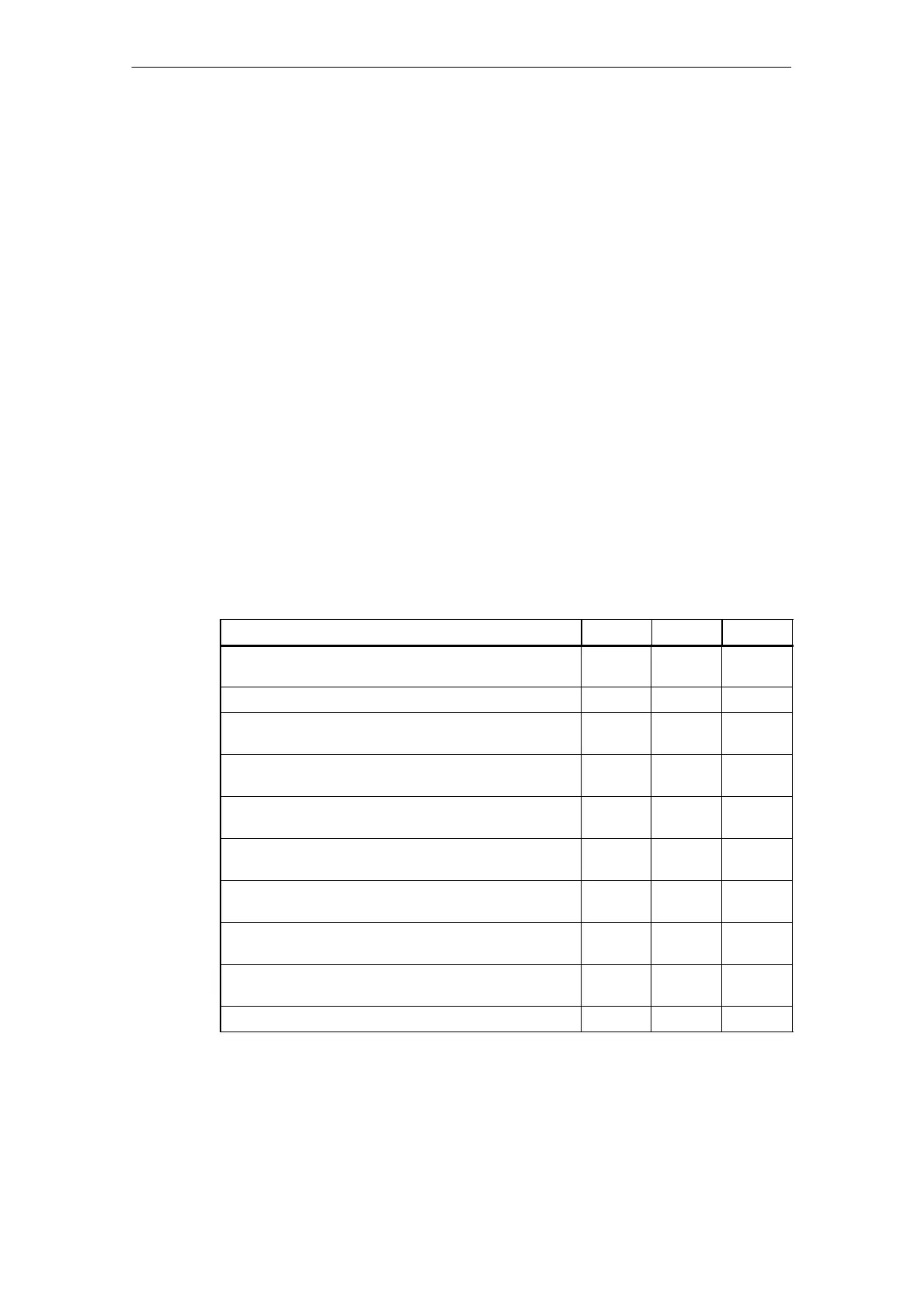
Table 1-1 Different conversion factors for IS-B and IS-C
Address
Unit IS-B IS-C
Linear axis mm
inch
0.001
0.0001
0.0001
0.00001
Rotary axis deg 0.001 0.0001
F feed G94 (mm/inch per min.) mm
inch
1
0.01
1
0.01
F feed G95 (mm/inch per min.) mm
inch
0.01
0.0001
0.01
0.0001
F thread pitch mm
inch
0.01
0.0001
0.01
0.0001
C chamfer mm
inch
0.001
0.0001
0.0001
0.00001
R radius, G10 toolcorr mm
inch
0.001
0.0001
0.0001
0.00001
Q mm
inch
0.001
0.0001
0.0001
0.00001
I, J, K interpolation parameters mm
inch
0.001
0.0001
0.0001
0.00001
G04 X or U s 0.001 0.001

 Loading...
Loading...








