Enhanced Level Commands
4.1 Program support functions (1)
04.07
4-116
© Siemens AG 2007 All rights reserved
SINUMERIK 802D sl/840D/840D sl/840Di/840Di sl/810D ISO Milling (PGM) -- 04.07 Edition
4.1.10 Drilling cycle (G89), retract using G01
Format
G89 X... Y... R... P... F... K... ;
X,Y: Hole position
Z: Distance from point R to the bottom of the hole
R: Distance from the initial level to point R
P: Dwell time at the bottom of a hole
F: Cutting feed rate
K: Number of repeats
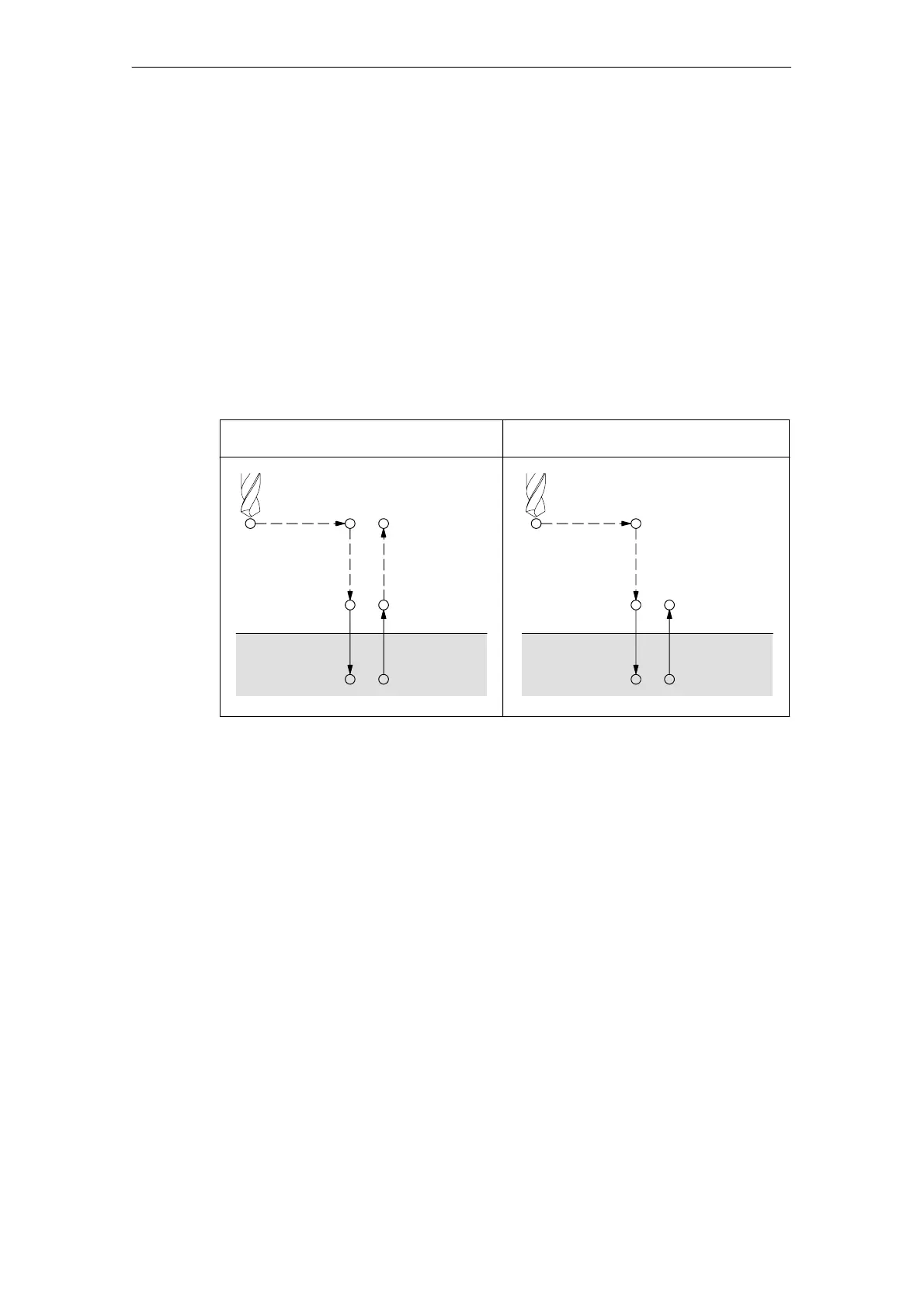
G89 (G98) G89 (G99)
Point Z
Initial level
Point R
Point Z
Point R level
Point R
PP
Fig. 4-16 Boring cycle (G89)
Explanations
This cycle is almost the same as G86 except that this cycle performs a dwell at the
bottom of the hole.
Use a miscellaneous function (M code) to rotate the spindle before specifying G89.
Axis switching
The canned cycle must be canceled before the drilling axis can be changed.
Drilling
Drilling is not performed in a block that does not contain X, Y, Z, R, or any other
axes.

 Loading...
Loading...








