4-91
© Siemens AG 2007 All rights reserved
SINUMERIK 802D sl/840D/840D sl/840Di/840Di sl/810D ISO Milling (PGM) -- 04.07 Edition
Enhanced Level Commands
4.1 Program support functions (1)
4.1.1 Canned cycles (G73 to G89)
By using canned cycles, it is made easier for the programmer to create programs.
By means of canned cycles, machining operations frequently used can be determi-
ned in a single block through a G function. Normally more than one block is requi-
red when operating without canned cycles. U sing canned cycles can also shorten
the program in order to save memory.
The functionality of the ISO Dialect cycles is implemented in the standard Siemens
cycles. A shell cycle is c alled from the ISO Dialect program. All addresses pro-
grammed in the block are passed to this shell cycle in the form of system variables.
The shell cycle matches the data to the standard Siemens cycle and calls it by
name.
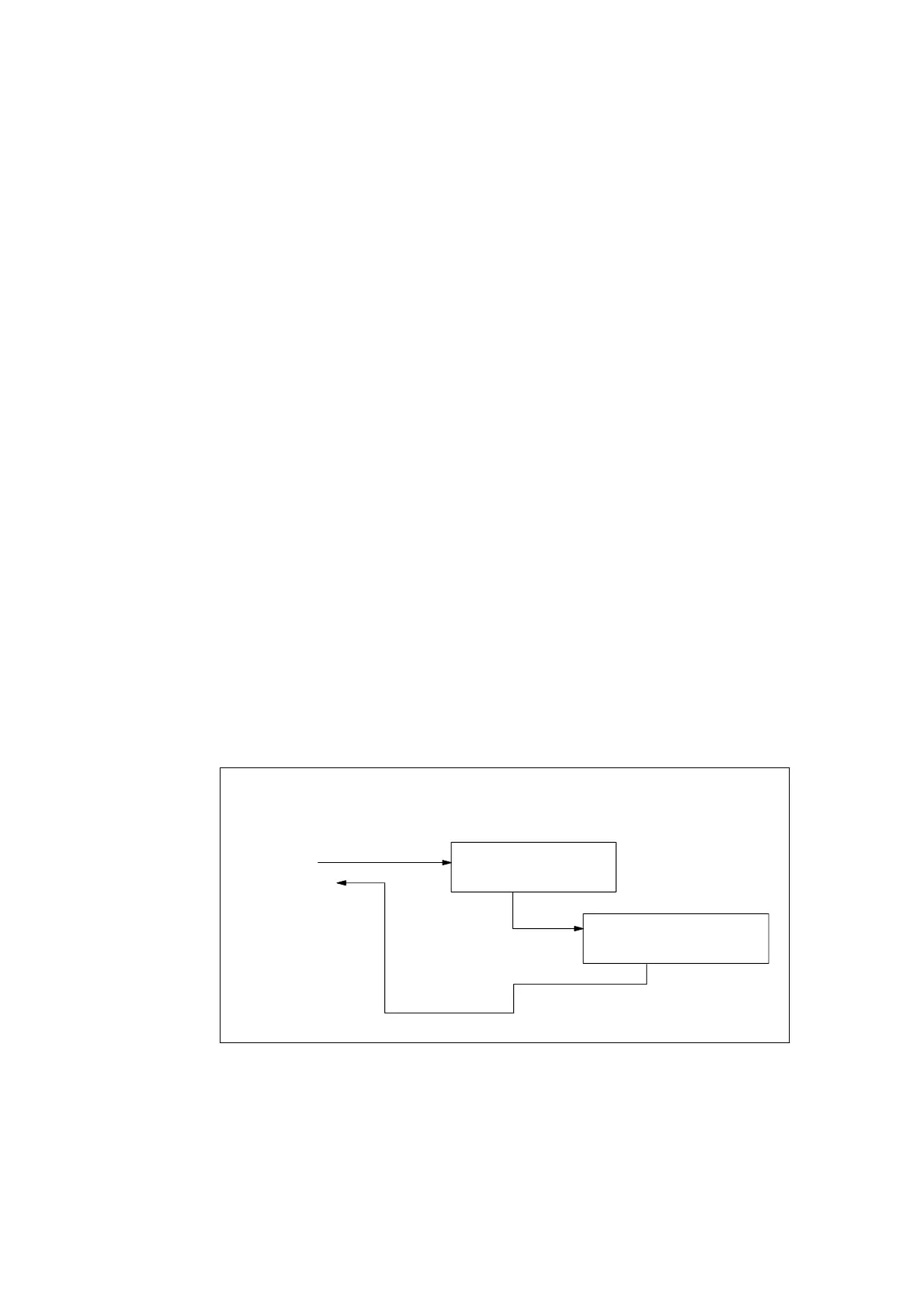
Procedure for cycle call via G command
Part program (external CNC system)
N10 G...
N20 X.. Y..
N30 ...
N40 ...
Shell cycle
Siemens standard cycle
e.g. ISO Dialect()
Fig. 4-1 General cycle call in ISO Dialect mode
4

 Loading...
Loading...








