Commands Calling Axis Movements
2.2 Reference point return
04.07
2-34
© Siemens AG 2007 All rights reserved
SINUMERIK 802D sl/840D/840D sl/840Di/840Di sl/810D ISO Milling (PGM) -- 04.07 Edition
2.2 Reference point return
2.2.1 Automatic return to reference point (G28)
Format
G28 X... Y... Z... ;
With the commands of “G28 X ⋅⋅⋅ Y ⋅⋅⋅ Z ⋅⋅⋅ ;”, the numerically controlled axes
are returned to the reference point. The axes are first moved to the specified posi-
tion at a rapid traverse rate and then to the reference point automatically. This
reference point return operation is possible in up to simultaneous 3-axis control.
The axes not designated in the G28 block are not returned to the reference point.
Reference position
The reference position refers to a fixed position The position o f the tool can easily
be referenced by means of the reference position return function. This could, for
instance, be used as the tool change position. A total of four reference positions
can be determined by setting the coordinates using MD $_MA_REFP_SET_POS[0]
to [3]).
Example of programming:
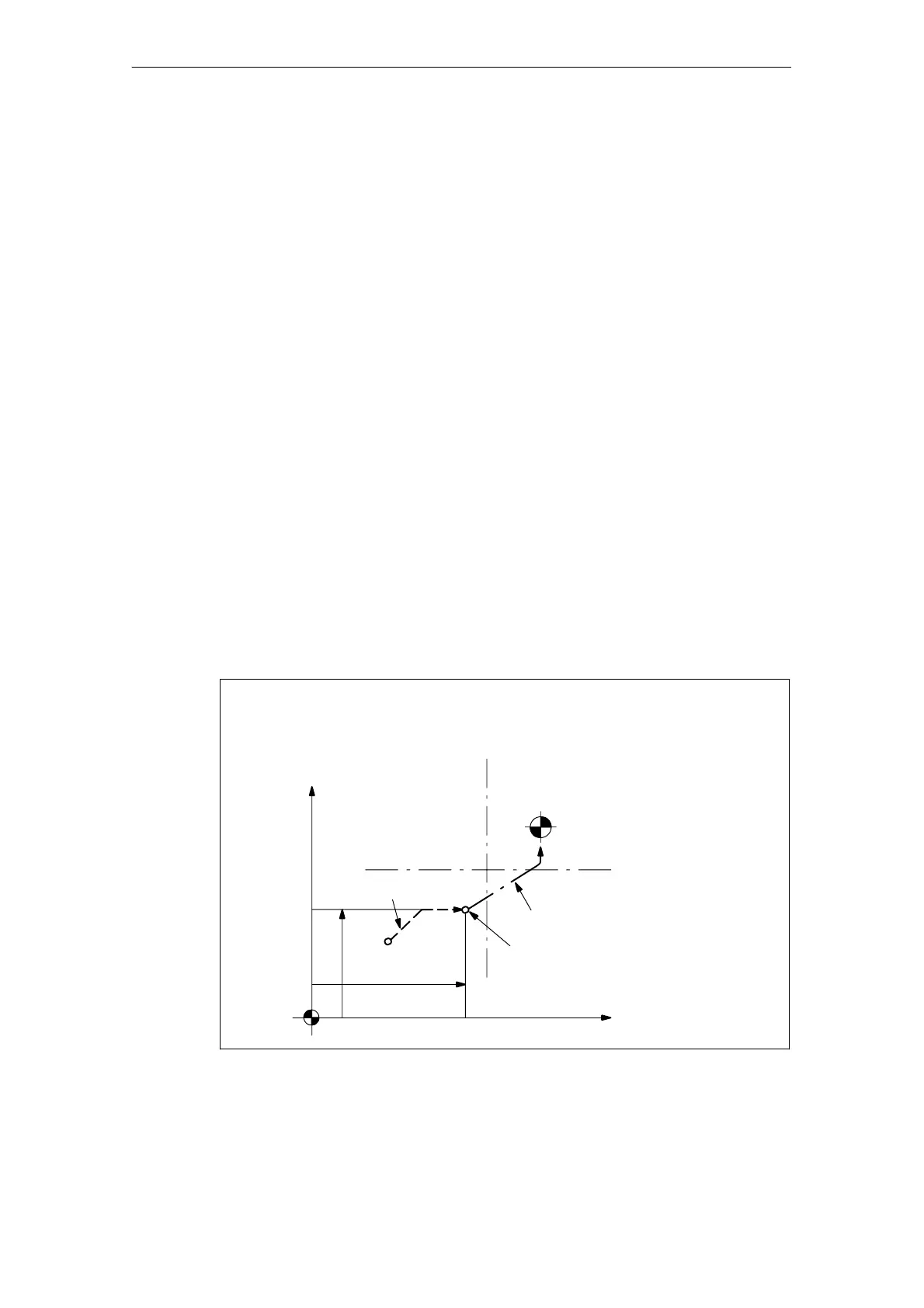
Z-axis
Positioning
A
Z
Start
point
Y
B
Reference point
(A fixed point in the machine)
Z-axis deceleration LS
Reference point return operation
Intermediate positioning point
Y-axis deceleration LS
Y-axis
(G90/G91) G28 X ⋅⋅⋅ Y ⋅⋅⋅ Z ⋅⋅⋅;
Fig. 2-9 Automatic reference point return

 Loading...
Loading...








