Commands Calling Axis Movements
2.1 Interpolation commands
04.07
2-33
© Siemens AG 2007 All rights reserved
SINUMERIK 802D sl/840D/840D sl/840Di/840Di sl/810D ISO Milling (PGM) -- 04.07 Edition
S In the Xβ plane
G17 G02 (or G03) X ⋅⋅ β ⋅⋅ R ⋅⋅ (or I ⋅⋅ J ⋅⋅)Z(α) ⋅⋅ F ⋅⋅;
S In the Zβ plane
G18 G02 (or G03) Z ⋅⋅ β ⋅⋅ R ⋅⋅ (or K ⋅⋅ I ⋅⋅)Y(α) ⋅⋅ F ⋅⋅;
S In the Yβ plane
G19 G02 (or G03) Y ⋅⋅ β ⋅⋅ R ⋅⋅ (or J ⋅⋅ K ⋅⋅)X(α) ⋅⋅ F ⋅⋅;
Where, α and β are the linear 4th and 5th axes respectively, each representing any
of U-, V-, and W-axis. If no 4th or 5th axis is specified as the end point command of
the arc, any of the command format is selected among the commands in the XY
plane, ZX plane, and YZ plane.
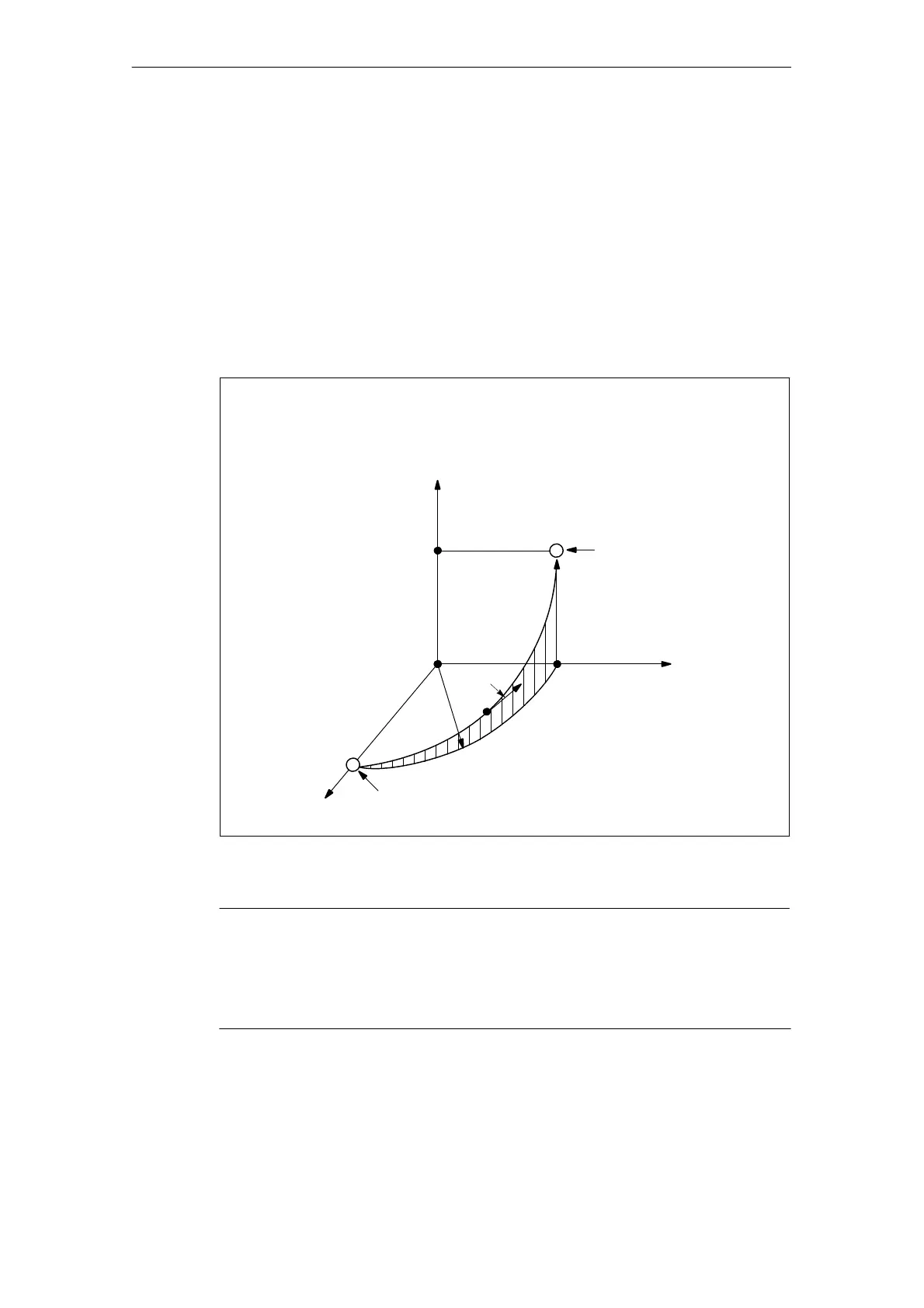
Example of programming
Z
90
End point
100
Y
F=10
R
100
X
Start point
G17 G03 X0 Y100. R100 Z90. F10;
Fig. 2-8 Helical interpolation
Note
An arc must be programmed within 360_ range.
The feedrate specified with an F command indicates the tangential velocity in the
three dimensional space constituted by the circular interpolation plane and the
linear axis perpendicular to the interpolation plane.

 Loading...
Loading...








