Movement Control Commands
3.3 Time-controlling commands
04.07
3-67
© Siemens AG 2007 All rights reserved
SINUMERIK 802D sl/840D/840D sl/840Di/840Di sl/810D ISO Milling (PGM) -- 04.07 Edition
3.3 Time-controlling commands
3.3.1 Dwell (G04)
It is possible to suspend the execution of axis move commands specified in the
next block for the specified length of time (dwell period) or a number of spindle re-
volutions.
In the feed per minute mode (G94) the dwell time unit is seconds [s], while in the
feed per revolution mode (G95) the dwell time unit is spindle revolution [rev].
Format
G04 X_; or G04 P_;
X_:Specify a time (decimal point permitted)
P_:Specify a time (decimal point not permitted)
By specifying G04 X_; or G04 P_; execution of programmed commands is suspen-
ded for the length of time or number of spindle revolutions specified by address X
or P.
S The block used to specify dwell must not include commands other than G04
commands.
S The maximum programmable value with address X or P is indicated in the table
below.
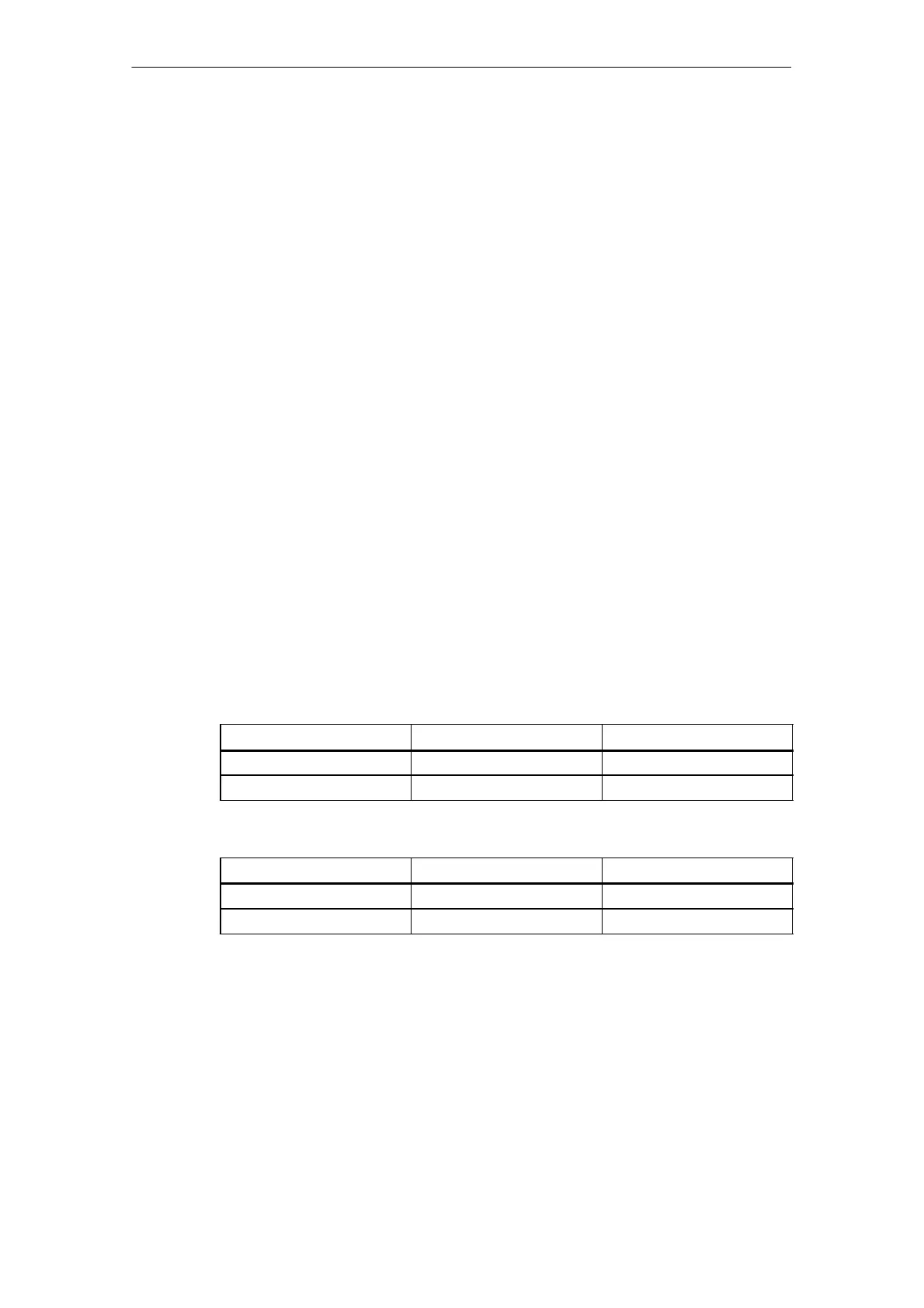
Table 3-7 Command value range of dwell time (command by X)
Increment system
Command value range Dwell time unit
IS--B 0.001 to 99999.999 sorrev
IS--C 0.0001 to 9999.9999 sorrev
Table 3-8 Command value range of dwell time (command by P)
Increment system
Command value range Dwell time unit
IS--B 1 to 99999999 0.001 s or rev
IS--C 1 to 99999999 0.001 s or rev

 Loading...
Loading...








