Enhanced Level Commands
4.1 Program support functions (1)
04.07
4-92
© Siemens AG 2007 All rights reserved
SINUMERIK 802D sl/840D/840D sl/840Di/840Di sl/810D ISO Milling (PGM) -- 04.07 Edition
Cycle parameters
Various cycle parameters in channel-- specific GUD ( Global User Data) must be
initialized for the machining cycles. The names and meanings of the GUD are listed
in the tables below.
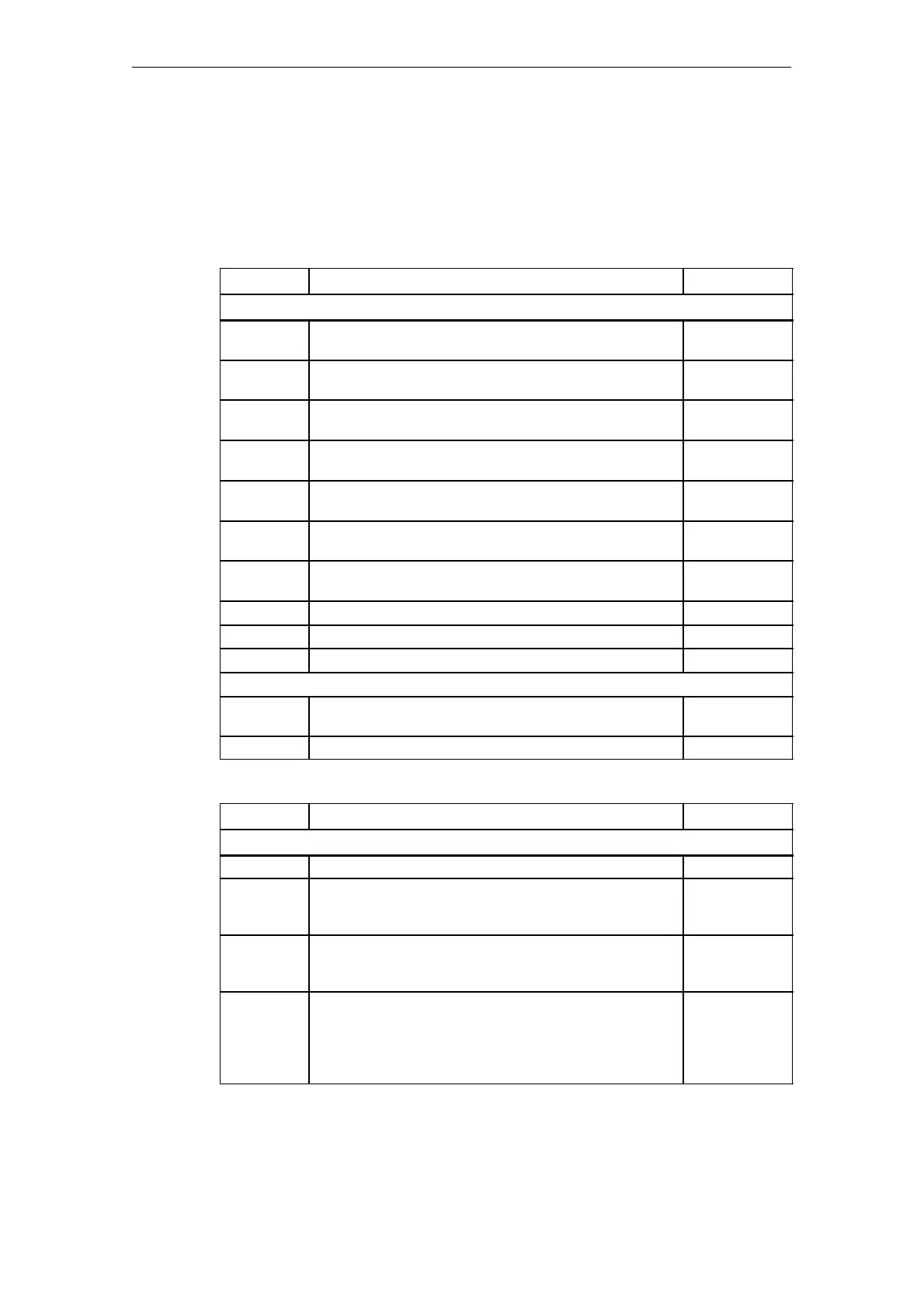
Table 4-1 GUD7 for programmed cycle values (ISO dialect program data)
GUD
Description/use Cycle
Real values
_ZFPR[0] Initial plane (current position on 1st call with G..),
retraction position active on G98
381M, 383M,
384M, 387M
_ZFPR[1] Reference plane, retraction position active on G99
(retraction is only possible to initial position with G87).
381M, 383M,
384M, 387M
_ZFPR[2] Final drilling depth 381M, 383M,
384M, 387M
_ZFPR[3] Retraction position, depending on G98/G99
(initial plane/R plane)
381M, 383M,
384M, 387M
_ZFPR[4] Feed rate for drilling 381M, 383M,
384M, 387M
_ZFPR[5] Dwell time at final depth (G82/G89/G76/G87) 381M, 384M,
387M
_ZFPR[6] 1st drilling depth (single drilling depth), incremental
(G73/G83)
383M
_ZFPR[7] 1st drilling depth, absolute (G73/G83) 383M
_ZFPR[8] Lift--off/in--feed distance (G76) 387M
_ZFPR[9] Speed for tapping (G74/G84) 384M
Integer values
_ZFPI[0] Current G code of ISO Dialect0 drilling cycle 381M, 383M,
384M
_ZFPI[1] M function for spindle start (M3, M4) after spindle stop 381M, 384M
Table 4-2 GUD7 for cycle setting data (ISO dialect setting data)
GUD
Description/use Cycle
Integer values
_ZSFR[0] Safety clearance to reference plane 381M, 383M
_ZSFR[1] Retraction amount for chip--breaking (G73). The value ”0”
means 1 mm or 1 inch. If it is need to specify 0 mm or 0
inch, set a smaller value than the movable resolution.
383M
_ZSFR[2] Angle offset for oriented spindle stop, tool must be
oriented in the reverse directionof retraction (G76)
The retraction direction is set by _ZSFI[5].
387M
_ZSFR[10] (improve to the specification which can set up ”d” value for
G83
> 0 = value is used for anticipation distance (distance mi-
nimal 0.001)
= 0 = distance d is calculated internally

 Loading...
Loading...








