Programming Basics
1.1 Introductory explanations
04.07
1-14
© Siemens AG 2007 All rights reserved
SINUMERIK 802D sl/840D/840D sl/840Di/840Di sl/810D ISO Milling (PGM) -- 04.07 Edition
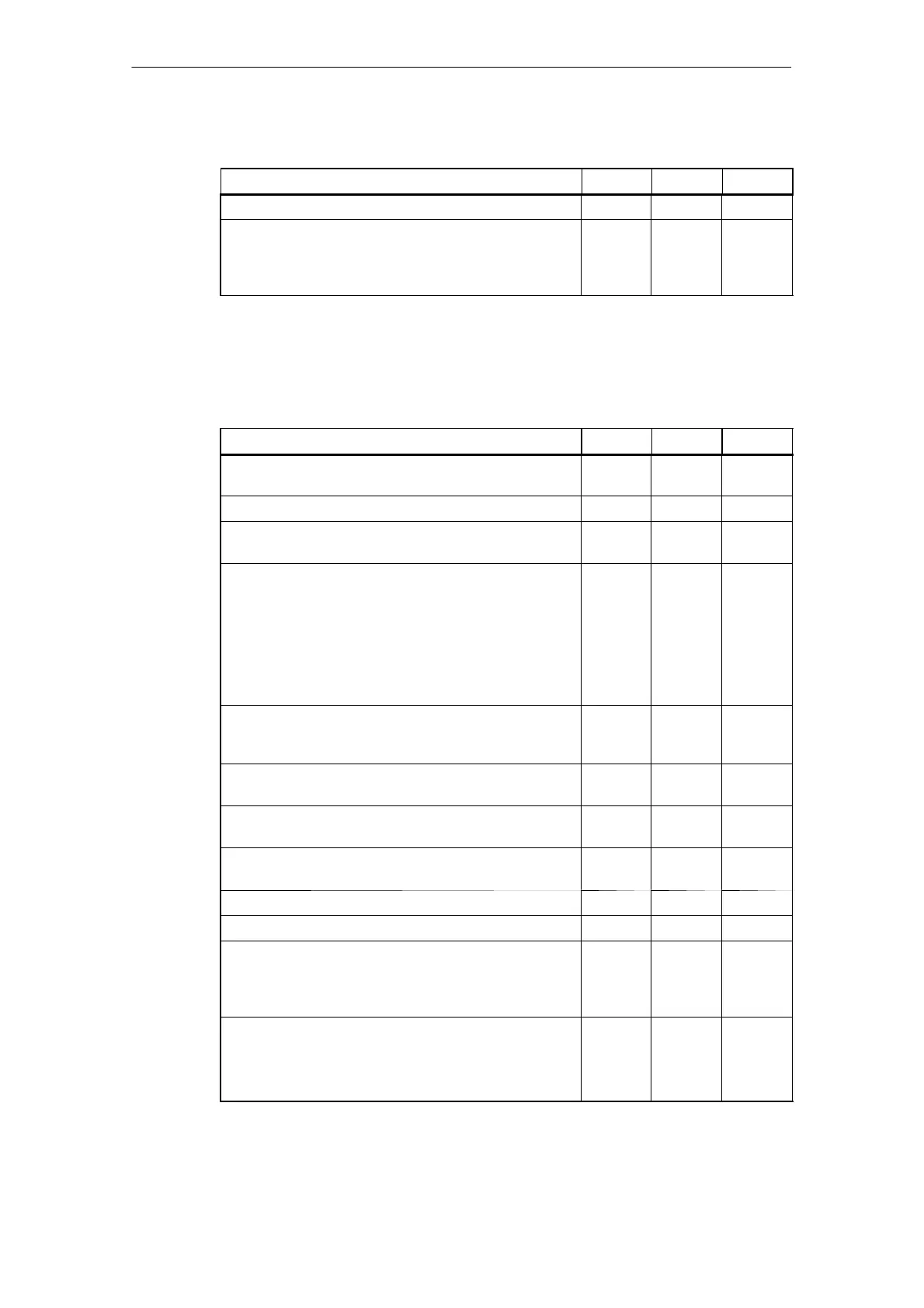
Table 1-1 Different conversion factors for IS-B and IS-C
Address IS -CIS-BUnit
A contour angle deg 0.001 0.0001
G74, G84 thread drilling cycles
$MC_EXTERN_FUNCTION_MASK
Bit8 = 0 F feedrate like G94, G95
Bit8 = 1 F thread pitch
ISO dialekt Turning
Table 1-2 Different conversion factors for IS-B and IS-C
Address
Unit IS-B IS-C
Linear axis mm
inch
0.001
0.0001
0.0001
0.00001
Rotary axis deg 0.001 0.0001
F feed G94 (mm/inch pro min.) mm
inch
1
0.01
1
0.01
F feed G95 (mm/inch pro Umdr.)
$MC_EXTERN_FUNCTION_MASK
Bit8 = 0 mm
inch
0.01
0.0001
0.01
0.0001
Bit8 = 1 mm
inch
0.0001
0.00000
1
0.0001
0.00000
1
F thread pitch mm
inch
0.0001
0.00000
1
0.0001
0.00000
1
C chamfer mm
inch
0.001
0.0001
0.0001
0.00001
R radius, G10 toolcorr mm
inch
0.001
0.0001
0.0001
0.00001
I, J, K interpolation parameters mm
inch
0.001
0.0001
0.0001
0.00001
G04 X or U 0.001 0.001
A contour angle 0.001 0.0001
G76, G78 thread drilling cycles
$MC_EXTERN_FUNCTION_MASK
Bit8 = 0 F feedrate like G94, G95
Bit8 = 1 F thread pitch
G84, G88 thread drilling cycles
$MC_EXTERN_FUNCTION_MASK
Bit9 = 0 G95 F mm
inch
0.01
0.0001
0.01
0.0001

 Loading...
Loading...








