Enhanced Level Commands
4.7 Cylindrical interpolation (G07.1)
04.07
4-140
© Siemens AG 2007 All rights reserved
SINUMERIK 802D sl/840D/840D sl/840Di/840Di sl/810D ISO Milling (PGM) -- 04.07 Edition
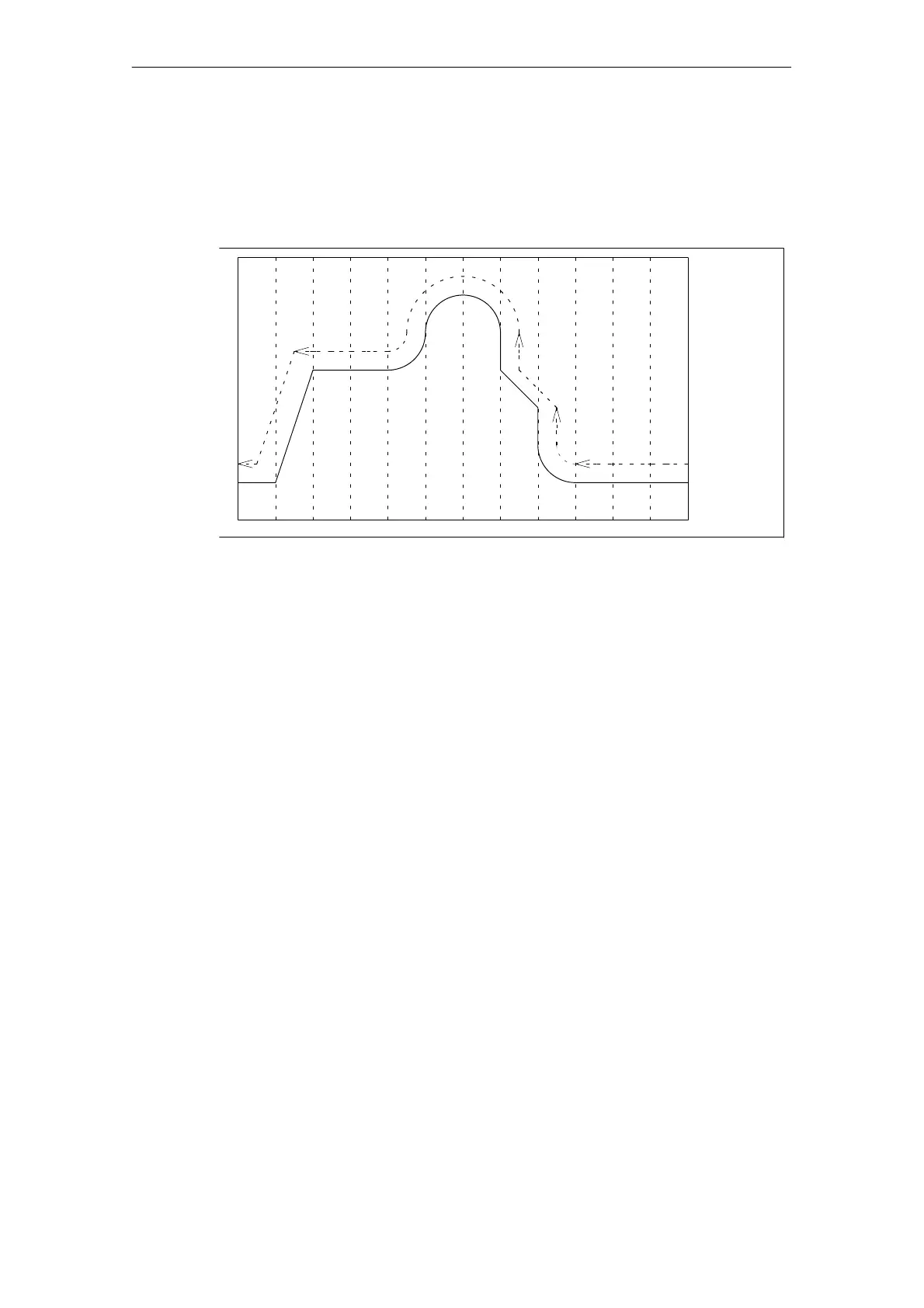
Example of programming
The following program is created on the cylindrical plane (the plane obtained by
developing the circumference of the cylindrical workpiece) where the Z-axis is tak-
en as the linear axis and the A-axis is taken as the rotary axis.
360 330 300 270 240 210 180 150 120 90 60 30 0
30
60
90
120
150
180
Fig. 4-23 G07.1 -- Example of programming
Program
M19
G40;
G00 Z30. A--10.;
G07.1 A57.296; Cylindrical interpolation mode ON
(workpiece radius = 57.926)
G90:
G42 G01 A0 F200;
G00 X50.;
G01 A90. F100;
G02 A120. Z60. R30;
G01 Z90.;
Z120. A150.;
Z150.;
G03 Z150. A210. R30.;
G02 Z120. A240. R30;
G01 A300.;
Z30. A330.;
A360.;
G00 X100.;
G40 G01 A370.;
G07.1 A0; Cylindrical interpolation mode OFF
G00 A0;

 Loading...
Loading...








