Movement Control Commands
3.5 Tool offset functions
04.07
3-77
© Siemens AG 2007 All rights reserved
SINUMERIK 802D sl/840D/840D sl/840Di/840Di sl/810D ISO Milling (PGM) -- 04.07 Edition
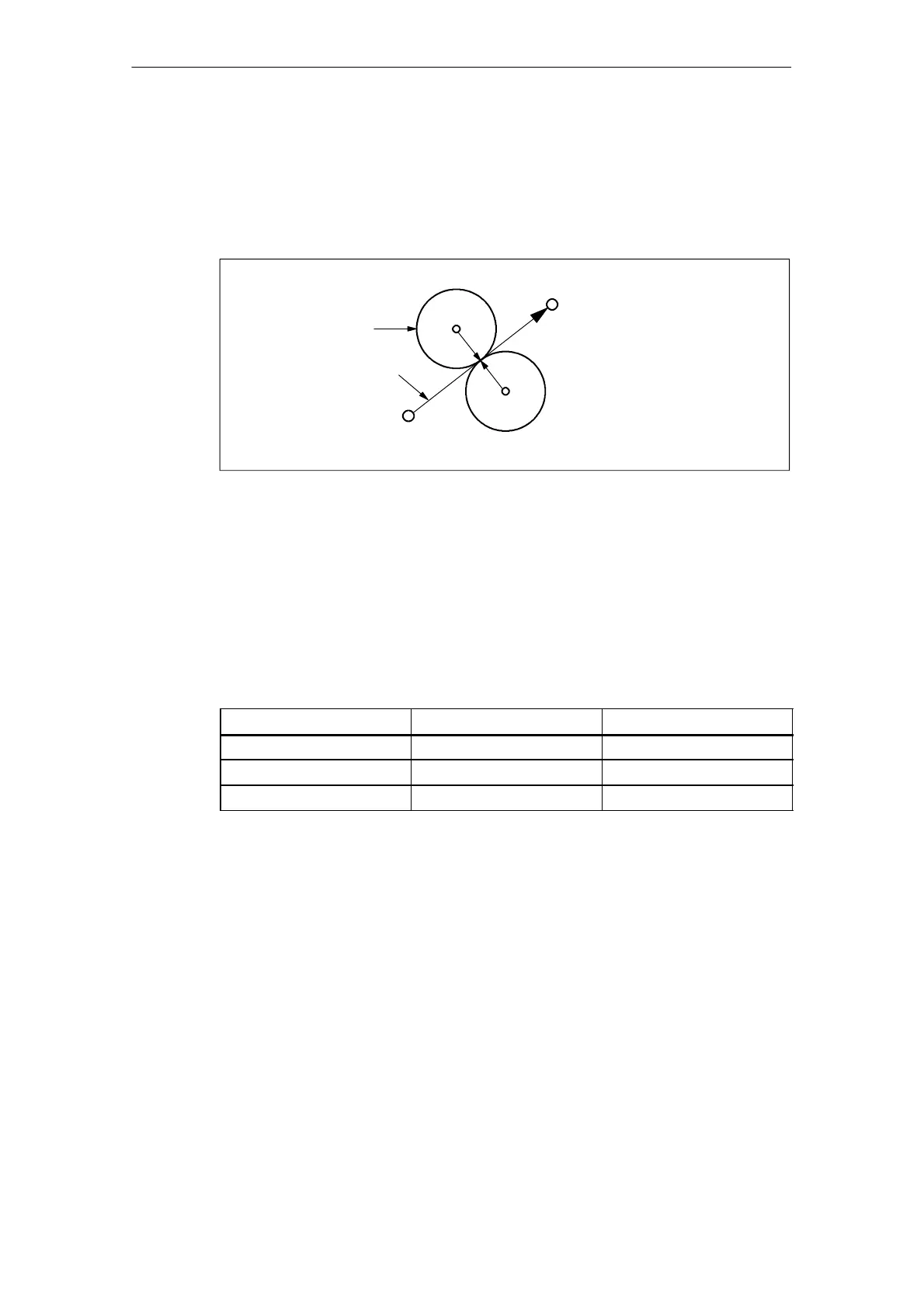
The cutter radius compensation function is called up by the execution of G41 or
G42 and canceled by G40. Direction of offset is determined by the designated G
code (G41, G42) and the offset amount is selected by the D code which is speci-
fied with the G code designated to call up the tool radius offset mode. When the
power is turned ON, the G40 mode is set.
G41 (offset to the left)
Tool
Programmed path
D
G42 (offset to the right)
D
Fig. 3-18 Cutter radius compensation
S If a negative value is set in the tool offset data memory specified by the D code,
the offset direction is reversed. The D code must be specified with G41 or G42
in the same block or in a preceding block. If D00 is specified, it specifies the
tool radius of “0”.
S The tool radius offset plane is selected by the designation of G17, G18, or G19.
The G code used to select the plane must be specified with G41 or G42 in the
same block or in a block preceding the G41 or G42 block.
Table 3-14 Plane selection G codes
G code
Function Group
G17 XY plane selection 02
G18 ZX plane selection 02
G19 YZ plane selection 02
S It is not allowed to change the selected plane in the offset mode. If a plane
selection G code is specified in the offset mode, an alarm occurs.
Start-up of cutter compensation
Since the offset start-up is executed with the offset taken into account, the G code
in 01-group must be either G00 or G01. If a G code other than G00 or G01 is spe-
cified, an alarm occurs. If the offset starts in the G00 mode, the axes move to the
offset point at their individual rapid traverse rates. Therefore, be aware of possible
interference of a cutting tool with the workpiece.
There are two types of start-up such as start-up at inside corner and start-up at
outside corner.

 Loading...
Loading...








