Movement Control Commands
3.5 Tool offset functions
04.07
3-79
© Siemens AG 2007 All rights reserved
SINUMERIK 802D sl/840D/840D sl/840Di/840Di sl/810D ISO Milling (PGM) -- 04.07 Edition
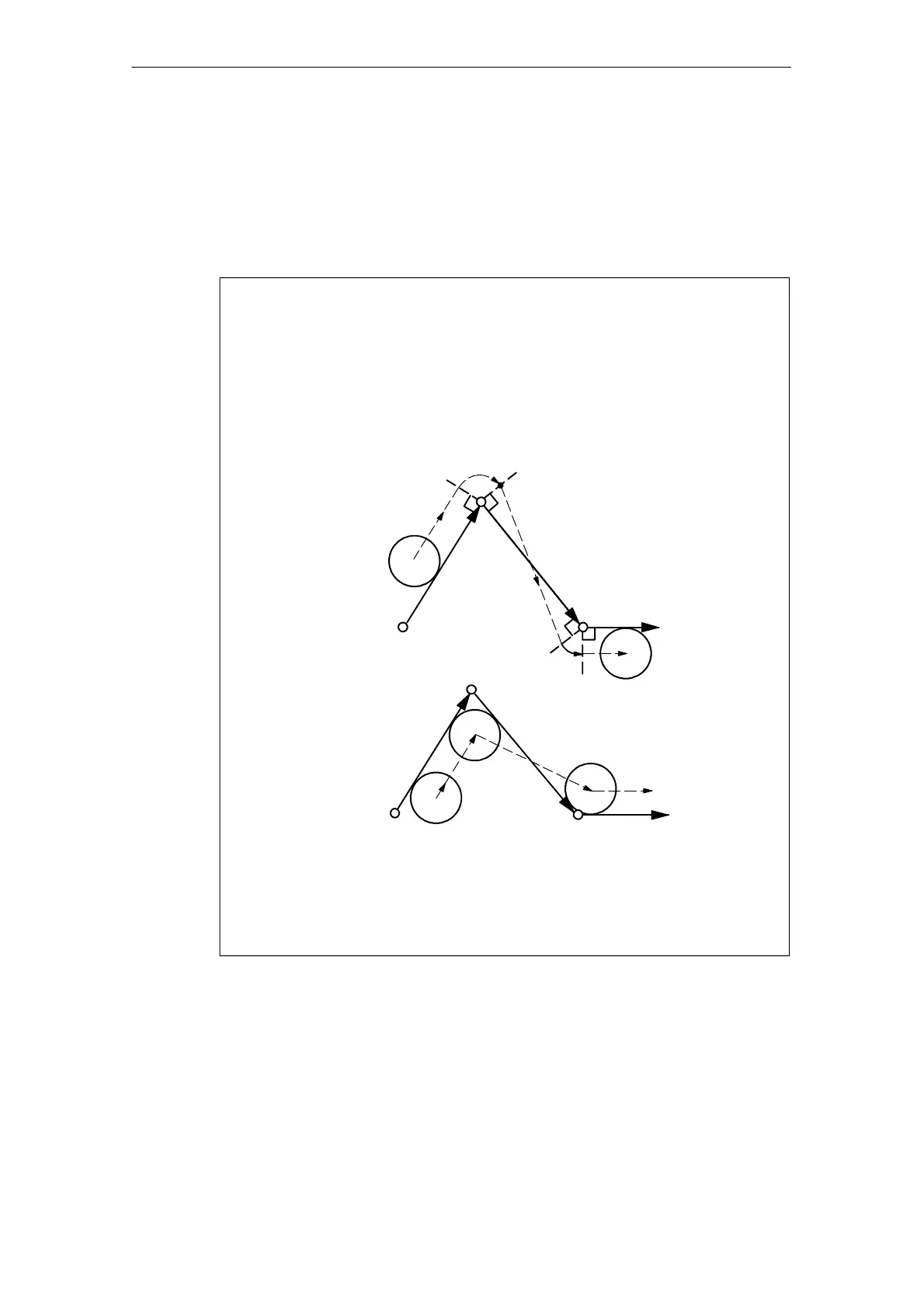
Switching the G41 and G42 in the cutter compensation mode
The direction of offset (left side and right side) can be directly switched without
canceling the offset mode.
The offset direction is switched at the start and end of the block in which the
switching of the offset direction is specified.
Example of programming
N10 G17 G01 F... ;
N11 G41 (G42) D... ;
·
·
·
N20 G01 X... Y... F... ;
N21 G42 (G41) X... Y... ;
N22 X... ;
← Offset direction switching block
G41
N20
N21
N22
(a) G41 → G42
N20
N21
G41
G42
N22
(b) G42 → G41
G42
Note: If the contents of N21 block are expressed in two blocks as indicated below
G42 (or G41) ;
XY;
the offset direction is switched in the same manner.
Fig. 3-20 Switching the offset direction at the start and end of the block

 Loading...
Loading...








