Tables
16.1 Instructions
Job planning
Programming Manual, 07/2010, 6FC5398-2BP40-0BA0
731
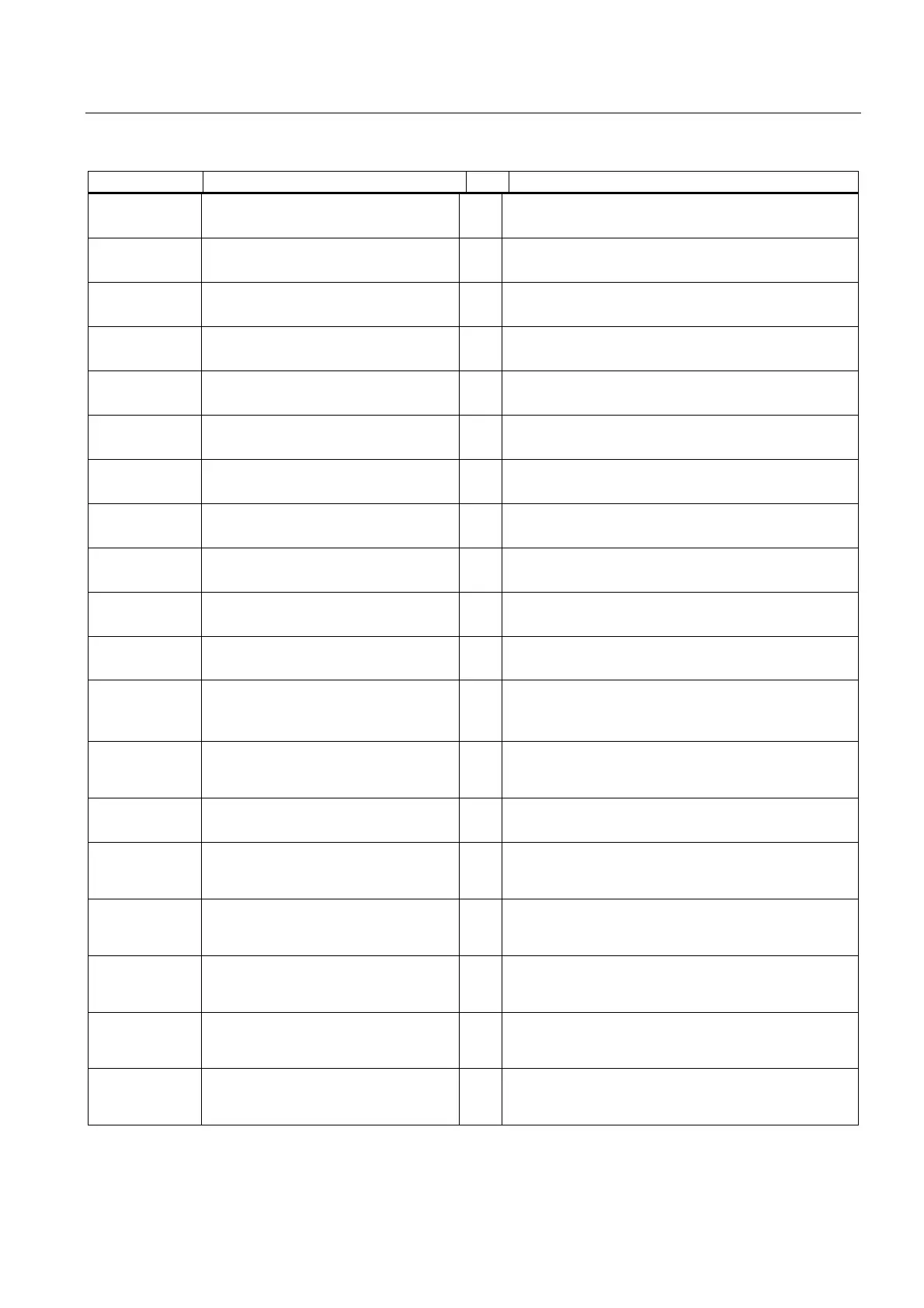
Operation Meaning W
1)
Description see
2)
G348 Soft retraction with semicircle s
PGsl
G450
3)
Transition circle m
PGsl
G451 Intersection of equidistances m
PGsl
G460
3)
Activation of collision detection for the
approach and retraction block
m
PGsl
G461 Insertion of a circle into the TRC block m
PGsl
G462 Insertion of a straight line into the TRC
block
m
PGsl
G500
3)
Deactivation of all adjustable frames,
basic frames are active
m
PGsl
G505 to G599 5 ... 99th adjustable work offset m
PGsl
G601
3)
Block change on exact stop fine m
PGsl
G602 Block change on exact stop coarse m
PGsl
G603 Block change at IPO block end m
PGsl
G621 Corner deceleration at all corners m
PGAsl
Feed reduction with corner deceleration (FENDNORM,
G62, G621) (Page 273)
G641 Continuous-path mode with smoothing
as per distance criterion (=
programmable rounding clearance)
m
PGsl
G642 Continuous-path mode with smoothing
within the defined tolerances
m
PGsl
G643 Continuous-path mode with smoothing
within the defined tolerances (block-
internal)
m
PGsl
G644 Continuous-path mode with smoothing
with maximum possible dynamic
response
m
PGsl
G645 Continuous-path mode with smoothing
and tangential block transitions within
the defined tolerances
m
PGsl
G700 Inch dimensions for geometric and
technological specifications (lengths,
feedrate)
m
PGsl
G710
3)
Metric dimensions for geometric and
technological specifications (lengths,
feedrate)
m
PGsl

 Loading...
Loading...














