Tables
16.1 Instructions
Job planning
Programming Manual, 07/2010, 6FC5398-2BP40-0BA0
733
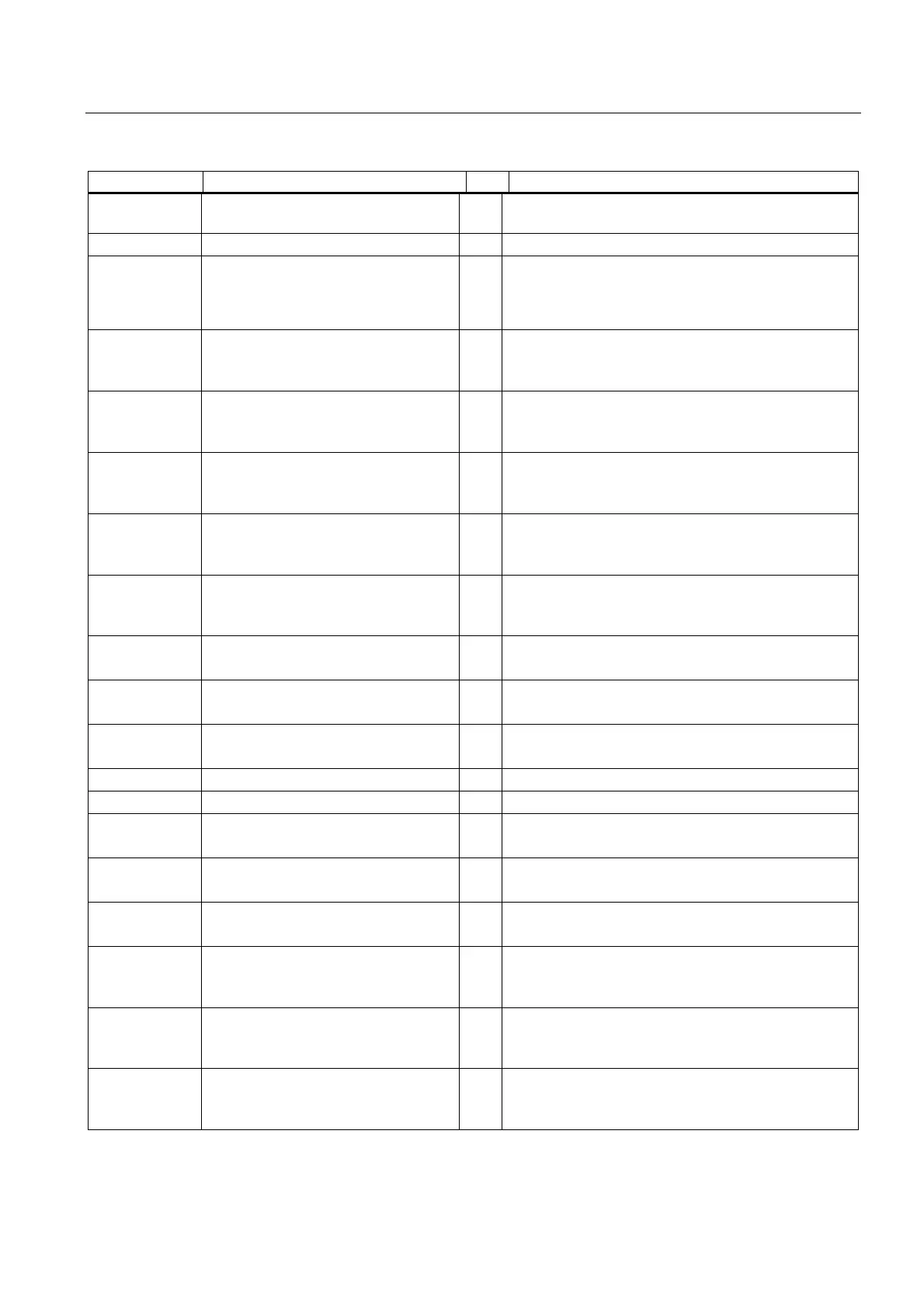
Operation Meaning W
1)
Description see
2)
GETTCOR Read out tool lengths and/or tool length
components
FB1(W1)
GETTENV Read T, D and DL numbers
FB1(W1)
GOTO Jump operation first forward then
backward (direction initially to end of
program and then to beginning of
program)
PGAsl
Program jumps to jump markers (GOTOB, GOTOF,
GOTO, GOTOC) (Page 86)
GOTOB Jump backward (toward the beginning
of the program)
PGAsl
Program jumps to jump markers (GOTOB, GOTOF,
GOTO, GOTOC) (Page 86)
GOTOC As GOTO, but suppress alarm 14080
"Jump destination not found"
PGAsl
Program jumps to jump markers (GOTOB, GOTOF,
GOTO, GOTOC) (Page
86)
GOTOF Jump forward (toward the end of the
program)
PGAsl
Program jumps to jump markers (GOTOB, GOTOF,
GOTO, GOTOC) (Page 86)
GOTOS Jump back to beginning of program
PGAsl
Return jump to the start of the program (GOTOS)
(Page 85)
GP Keyword for the indirect programming
of position attributes
PGAsl
Indirectly programming position attributes (BP)
(Page 59)
GWPSOF Deselect constant grinding wheel
peripheral speed (GWPS)
s
PGsl
GWPSON Select constant grinding wheel
peripheral speed (GWPS)
s
PGsl
H... Auxiliary function output to the PLC
PGsl/FB1(H2)
HOLES1 Drilling pattern cycle, hole sequence
BHDsl/BHFsl
HOLES2 Drilling pattern cycle, hole circle
BHDsl/BHFsl
I Interpolation parameters s
PGsl
I1 Intermediate point coordinate s
PGsl
IC Incremental dimensions s
PGsl
ICYCOF All blocks of a technology cycle are
processed in one interpolation cycle
following ICYCOF
PGAsl
Control processing of technology cycles (ICYCOF,
ICYCON) (Page 624)
ICYCON Each block of a technology cycle is
processed in a separate interpolation
cycle following ICYCON
PGAsl
Control processing of technology cycles (ICYCOF,
ICYCON) (Page 624)
ID Identifier for modal synchronized
actions
m
PGAsl
Area of validity and machining sequence (ID, IDS)
(Page 551)

 Loading...
Loading...














