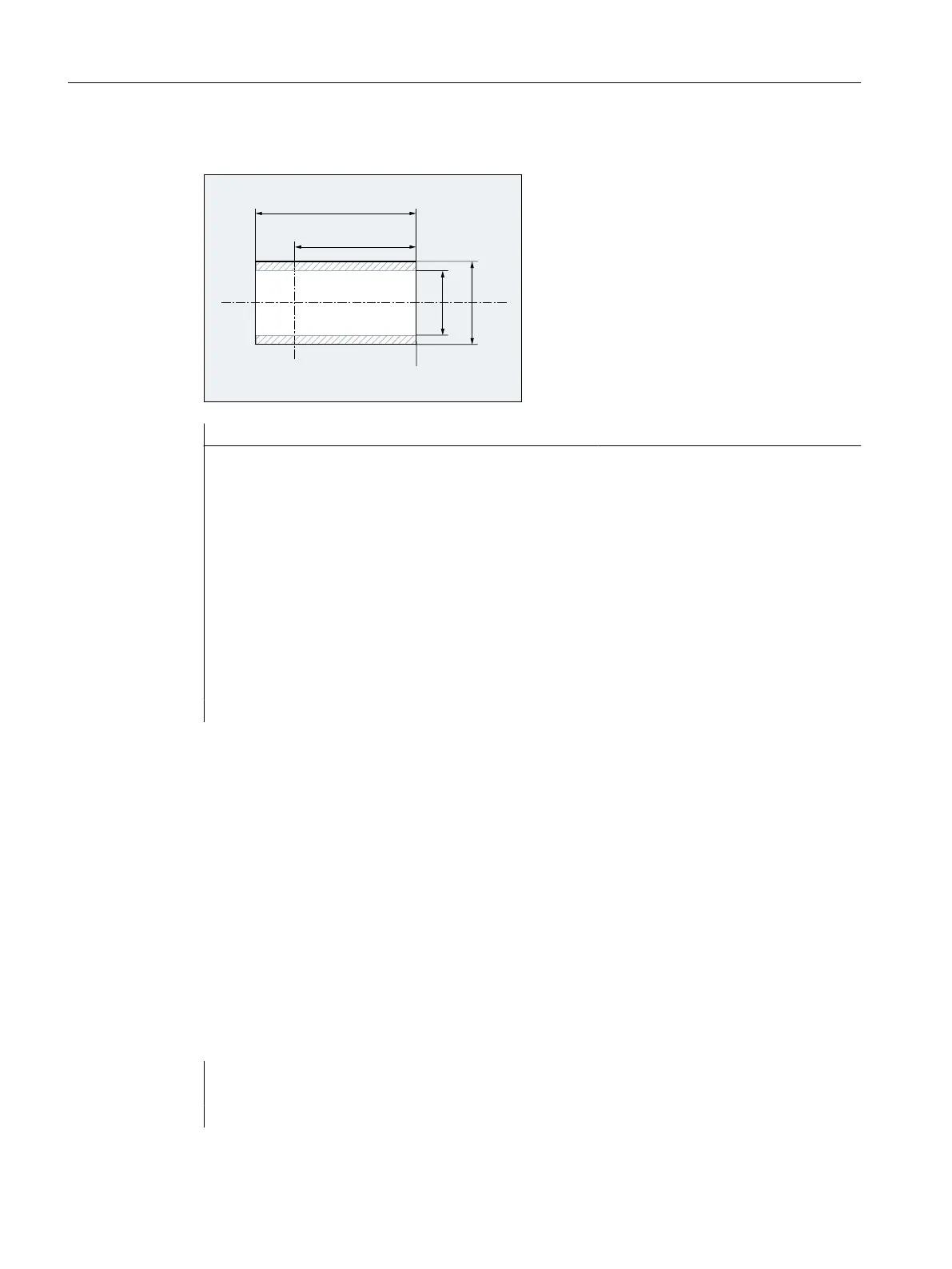
Example 2: Pipe-shaped blank on a turning machine
=
=
G
G
=
%
Program code Comment
...
WORKPIECE(,,,"PIPE",256,0,-200,-150,100,80) ; Blank definition:
; Blank shape: Pipe
; Bit parameter=256(Bit8=1) → In-
ner diameter is absolute; length
and machining dimension are in-
cremental, blank on main spindle
; Reference point(Z0)=0
; Length(Z1)=-200
; Machining dimension(ZB)=-150
; Outer diameter(d0)=100
; Inner diameter(d1)=80
...
3.23.7 Switch language mode (G290, G291)
The controller gives you the capability of reading in part programs from external CNC systems
and processing them. The prerequisite is that the corresponding NC language mode (ISO
dialect) has been defined during commissioning.
The ISO dialect mode can be activated separately for each channel. For example, channel 1
can run in ISO dialect mode while channel 2 is active in SINUMERIK mode.
The switchover between SINUMERIK mode and ISO dialect mode is done in the NC program
via the commands of the G-group 47. The active tool, tool compensation and work offsets are
not influenced by the switchover.
Syntax
G291
...
G290
Work preparation
3.23 Additional functions
NC programming
1006 Programming Manual, 12/2019, 6FC5398-2EP40-0BA0
 Loading...
Loading...














