Further information
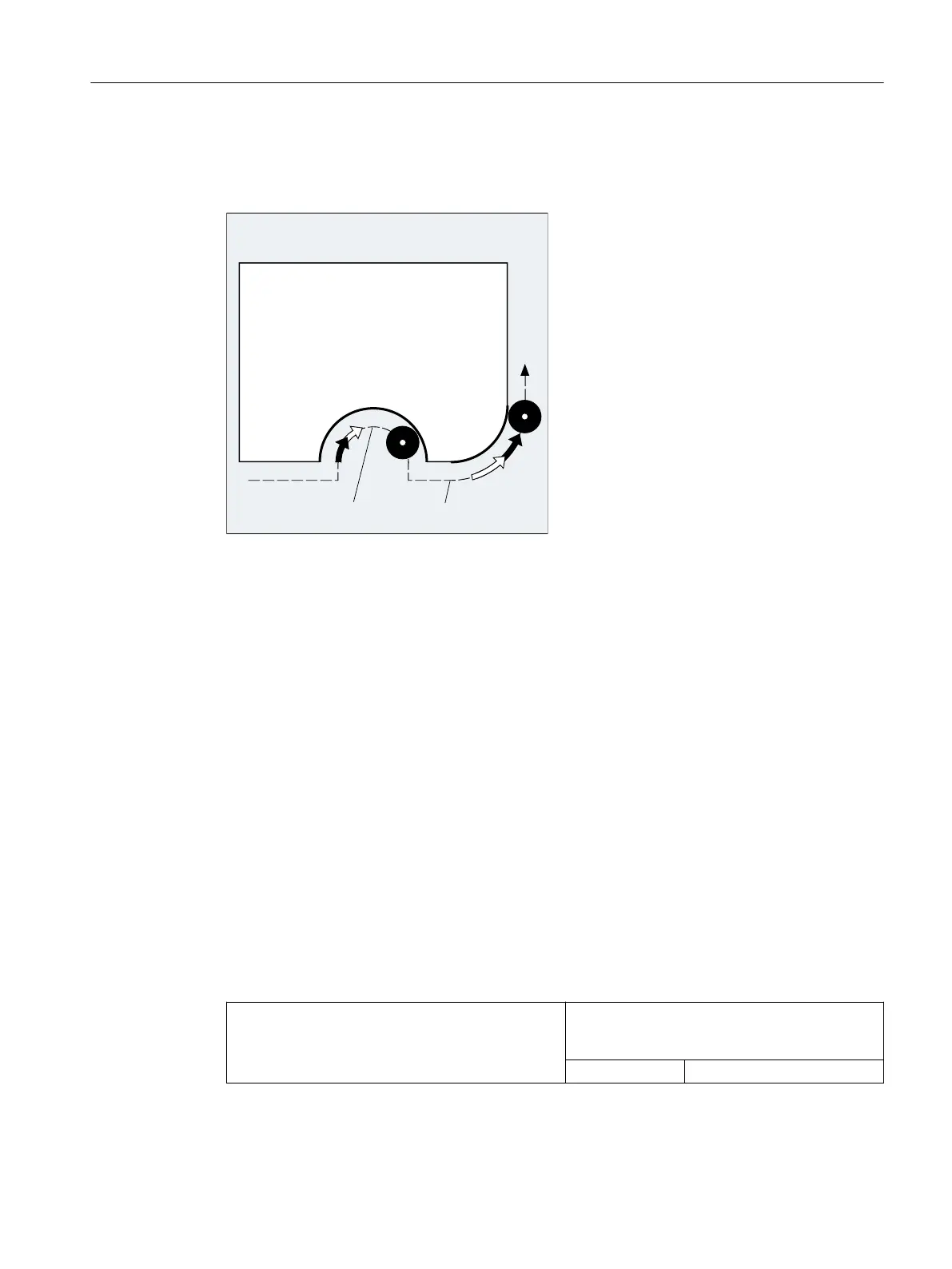
Constant feedrate along the contour with CFC
&RQVWDQW
&RQVWDQW
,QFUHDVHG5HGXFHG
The feedrate is reduced for inside radii and increased for outside radii. This ensures a constant
velocity at the tool cutting edge and thus at the contour.
2.7.10 Several feedrate values in one block (F, ST, SR, FMA, STA, SRA)
The "Multiple feedrates in one block" function can be used to activate different feedrate values
for an NC block, a dwell time or a retraction motion-synchronously, dependent on external
digital and/or analog inputs.
Syntax
Path motion
F=... F7=... F6=... F5=... F4=... F3=... F2=... ST=... SR=...
Axial motion:
FA[<Ax>]=... FMA[7,<Ax>]=... FMA[6,<Ax>]=... FMA[5,<Ax>]=...
FMA[4,<Ax>]=... FMA[3,<Ax>]=... FMA[2,<Ax>]=... STA[<Ax>]=...
SRA[<Ax>]=...
Meaning
F=... : The path feedrate is programmed under the ad‐
dress F and remains valid during the absence of
an input signal.
Effective: Modal
Fundamentals
2.7 Feed control
NC programming
Programming Manual, 12/2019, 6FC5398-2EP40-0BA0 133
 Loading...
Loading...














