If the tangent of the previous block does not lie in the active plane, its projection into the active
plane is used.
If the start and end points do not have the same position components perpendicular to the
active plane, a helix is produced instead of a circle.
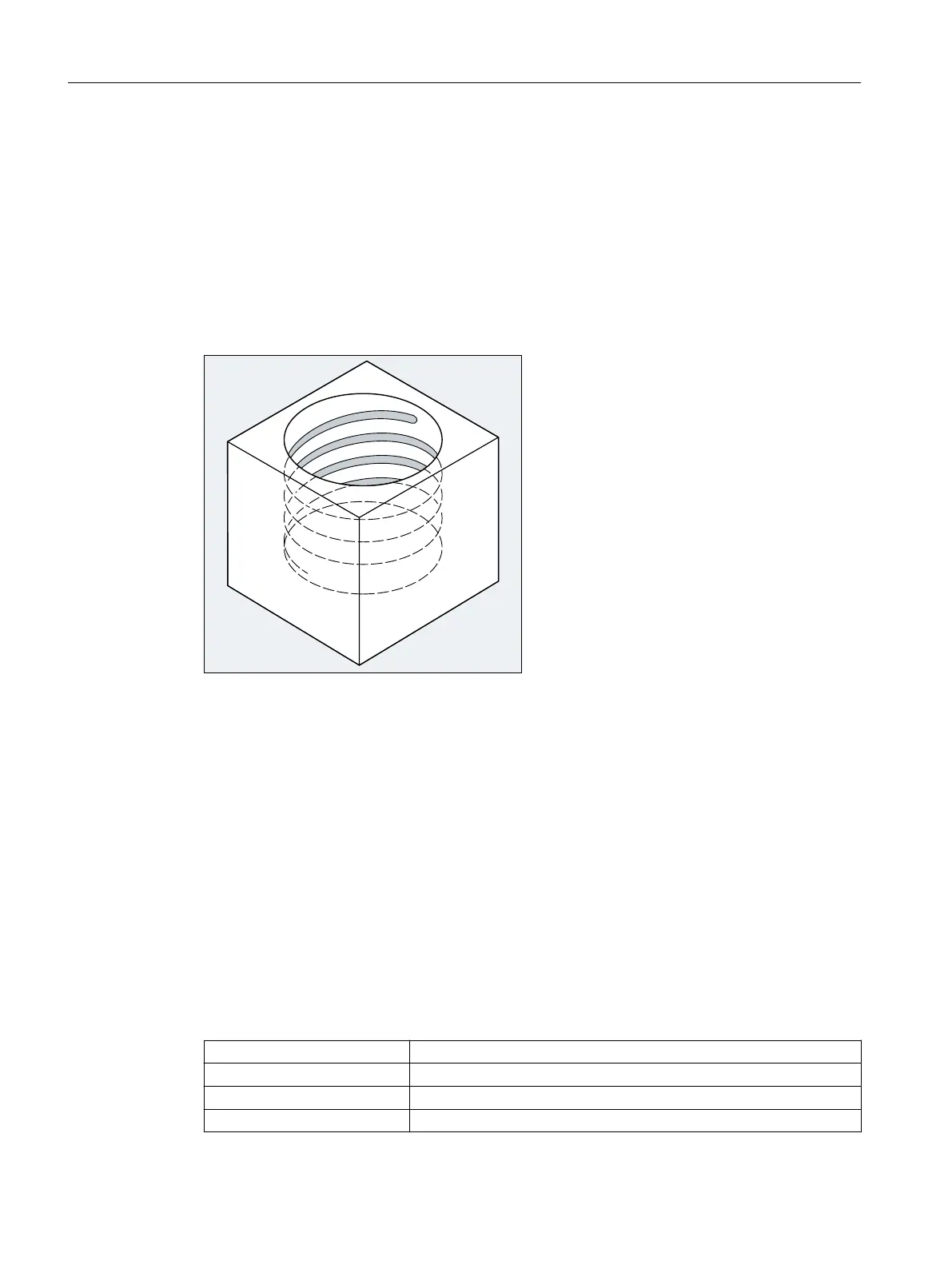
2.9.7 Helical interpolation (G2/G3, TURN)
The helical interpolation enables, for example, the production of threads or oil grooves.
With helical interpolation, two motions are superimposed and executed in parallel:
● A plane circular motion on which
● A vertical linear motion is superimposed.
Syntax
G2/G3 X… Y… Z… I… J… K… TURN=
G2/G3 X… Y… Z… I… J… K… TURN=
G2/G3 AR=… I… J… K… TURN=
G2/G3 AR=… X… Y… Z… TURN=
G2/G3 AP… RP=… TURN=
Meaning
G2: Travel on a circular path in clockwise direction
G3: Travel on a circular path in counter-clockwise direction
X Y Z : End point in Cartesian coordinates
I J K : Circle center point in Cartesian coordinates
Fundamentals
2.9 Motion commands
NC programming
204 Programming Manual, 12/2019, 6FC5398-2EP40-0BA0
 Loading...
Loading...














