3.25.1.15 CYCLE70 - thread milling
Syntax
CYCLE70(<_RTP>, <_RFP>, <_SDIS>, <_DP>, <_DIATH>, <_H1>, <_FAL>,
<_PIT>, <_NT>, <_MID>, <_FFR>, <_TYPTH>, <_PA>, <_PO>, <_NSP>,
<_VARI>, <_PITA>, <_PITM>, <_PTAB>, <_PTABA>, <_GMODE>, <_DMODE>,
<_AMODE>)
Parameters
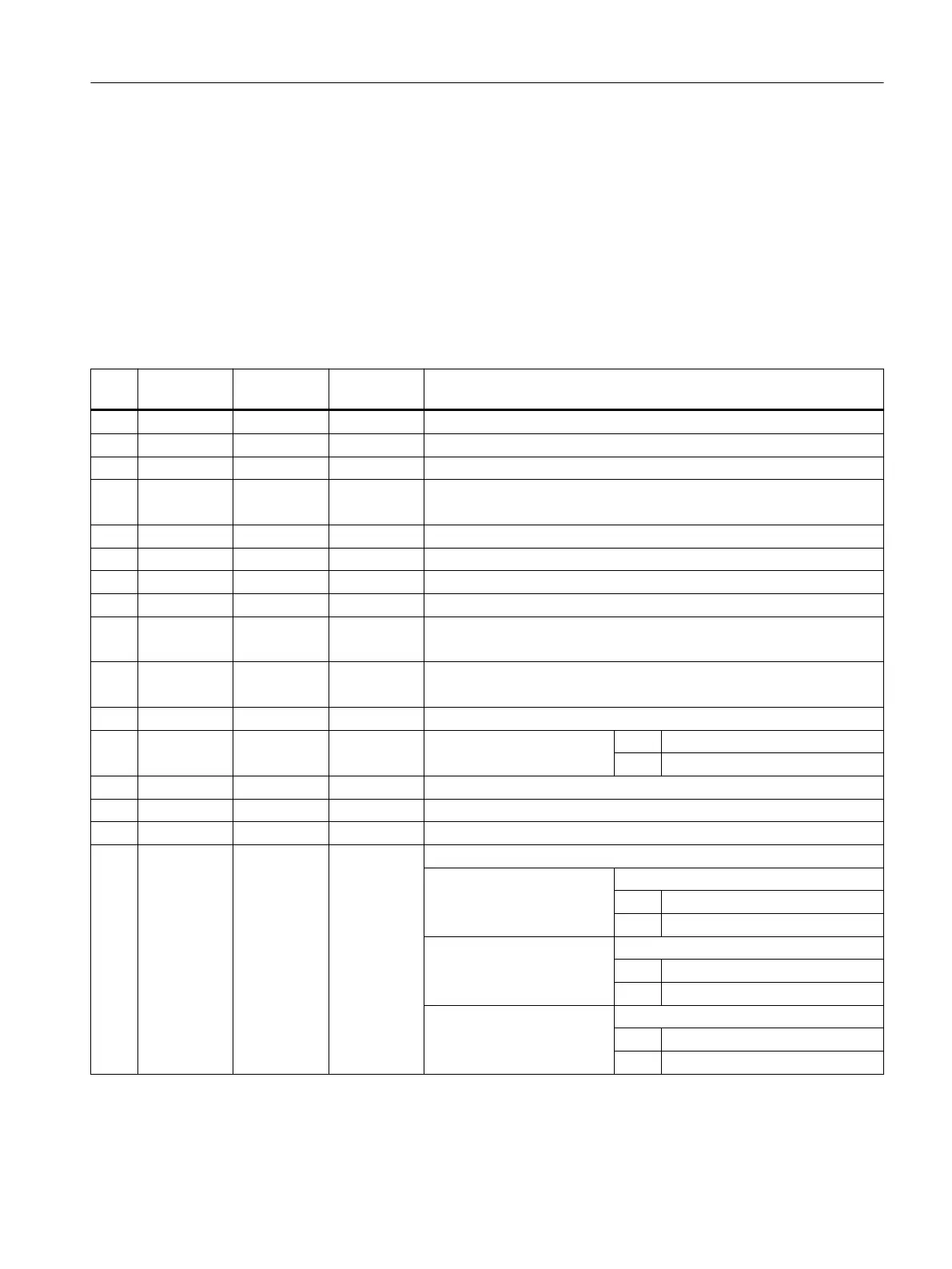
No. Parameter
mask
Parameter
internal
Data type Meaning
1 RP <_RTP> REAL Retraction plane (abs)
2 Z0 <_RFP> REAL Reference point of tool axis (abs)
3 SC <_SDIS> REAL Safety clearance (to be added to reference point, enter without sign)
4 Z1 <_DP> REAL Thread length (abs, inc), see <_AMODE>
Take account of runout at base of hole (at least half pitch)
5 ∅ <_DIATH> REAL Nominal diameter of the thread
6 H1 <_H1> REAL Thread depth
7 U <_FAL> REAL Finishing allowance
8 P <_PIT> REAL Pitch (select <_PITA>: mm, inch, MODULE, threads/inch)
9 NT <_NT> INT Number of teeth on the tool tip
Tool length is always with respect to bottom tooth.
10 DXY <_MID> REAL Maximum infeed per cut
<_MID> > <_H1>: All in one cut
11 F <_FFR> REAL Milling feed
12 <_TYPTH> INT Thread type 0 = Internal thread
1 = External thread
13 X0 <_PA> REAL Circle center 1st axis (abs)
14 Y0 <_PO> REAL Circle center 2nd axis (abs)
15 αS <_NSP> REAL Start angle (multi-start thread)
16 <_VARI> INT Machining type
UNITS:
1 = Roughing
2 = Finishing
TENS:
1 = From top to bottom
2 = From bottom to top
HUNDREDS:
0 = Right-hand thread
1 = Left-hand thread
Work preparation
3.25 Programming cycles externally
NC programming
Programming Manual, 12/2019, 6FC5398-2EP40-0BA0 1051
 Loading...
Loading...














