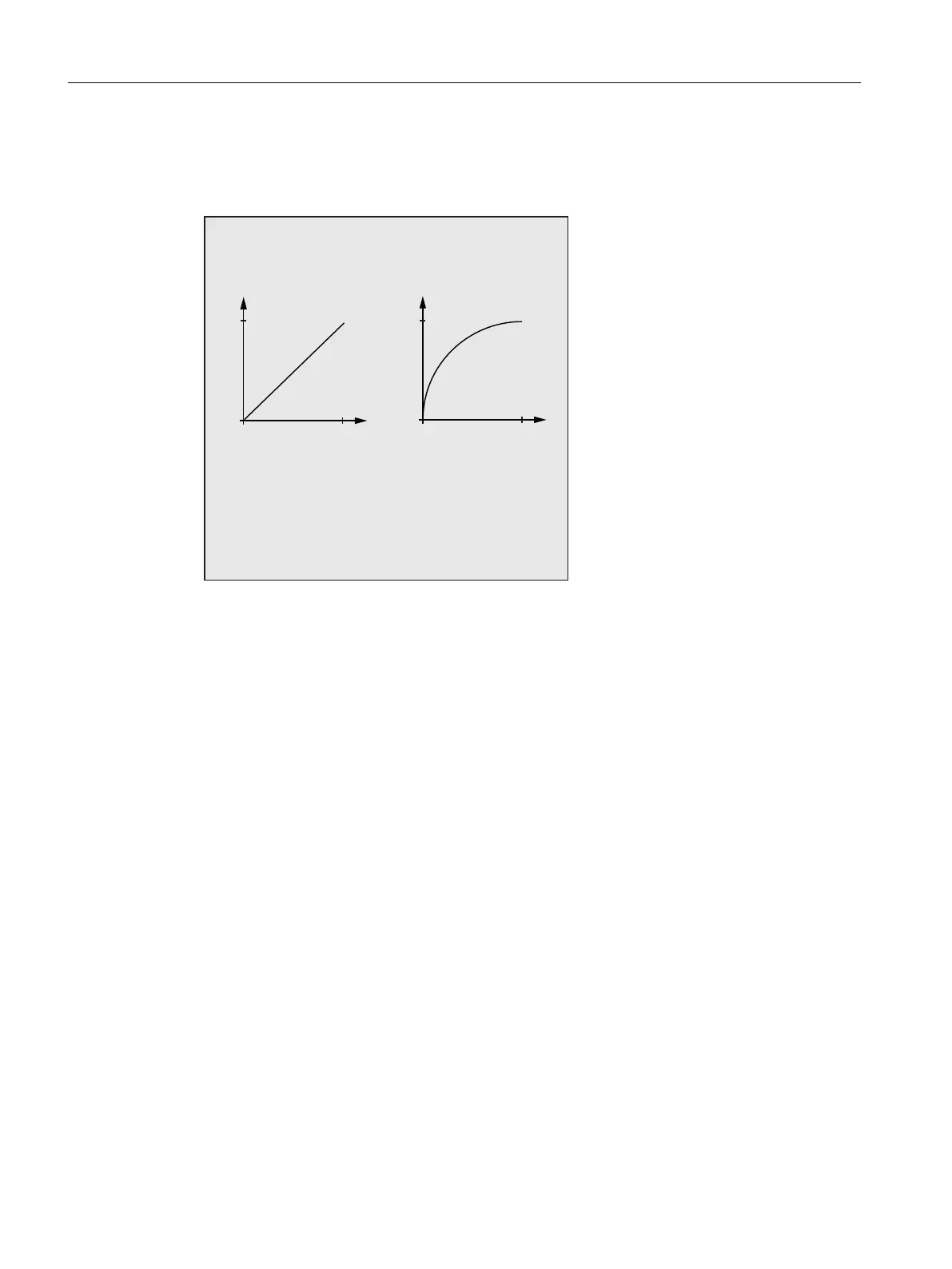
In both program sections, the path S of the FGROUP axes in N20 is dependent on the square
of curve parameter U. Therefore, different position arise for synchronized axis A along path X,
according to whether SPATH or UPATH is active.
'LIIHUHQWJHRPHWULFDOUHODWLRQVKLSVEHWZHHQ
D[HVIRU63$7+DQG83$7+
$; 6457;
83$7+
$
;
$; ;
63$7+
$
;
Further information
Control behavior for reset and machine/option data
The G command, defined with MD20150 $MC_GCODE_RESET_VALUES[44], is effective
after a reset (45th. G group).
The initial state for the type of smoothing is defined with
MD20150 $MC_GCODE_RESET_VALUES[9] (10th G group).
The axis-specific machine data MD33100 $MA_COMPRESS_POS_TOL[<n>] has an
extended significance: It contains the tolerances for the compressor function and for smoothing
with G642.
3.7.7 Channel-specific measuring (MEAS, MEAW)
In the case of channel-specific measuring, the measuring process for an NC channel is always
activated from the part program running in the relevant channel. One trigger event (positive or
negative edge of the probe) and one measuring mode with deletion of distance-to-go (MEAS)
or without deletion of distance-to-go (MEAW) are programmed in a measuring block. All the
axes programmed in the measuring block then take part in the measuring process.
As soon as a measuring block becomes active, the probe is moved to the workpiece. On the
probe's switching edge, the positions for all axes programmed in the measuring block are
measured and written to the appropriate memory cell for each axis.
The results of measurements can be read in the part program or with synchronized actions in
both the machine and the workpiece coordinate systems.
Work preparation
3.7 Special motion commands
NC programming
612 Programming Manual, 12/2019, 6FC5398-2EP40-0BA0
 Loading...
Loading...














