Example 2: Turning
Program code
...
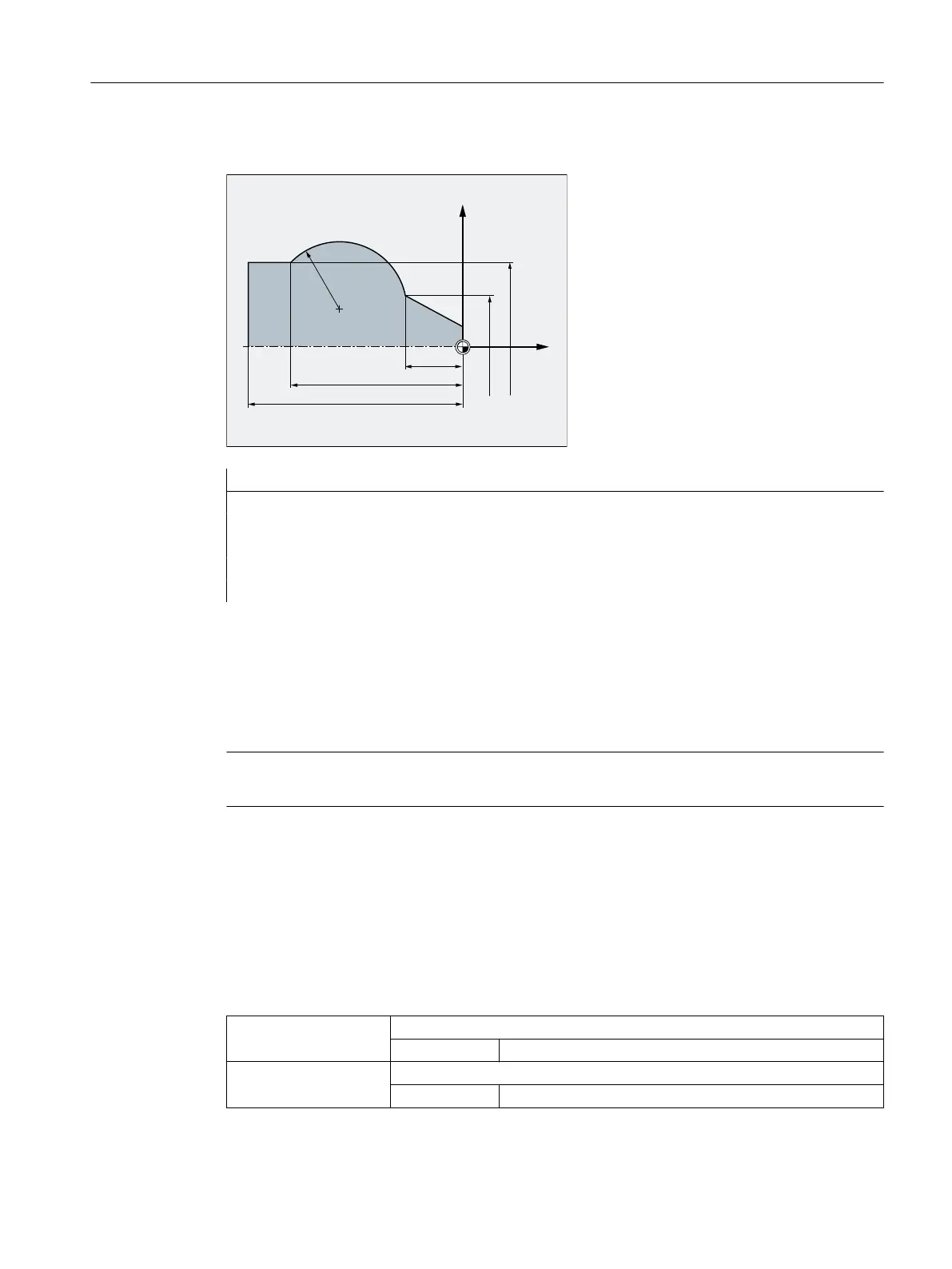
N125 G1 X40 Z-25 F0.2
N130 G3 X70 Z-75 CR=30
N135 G1 Z-95
...
2.9.6.4 Circular interpolation with opening angle and end point / center point (G2/G3, X... Y... Z... /
I... J... K..., AR)
Circular interpolation version, that uses the opening angle and center point or end point of a
circular contour element for the interpolation.
Note
Full circles (traversing angle 360 °) can not be programmed with this version.
Syntax
G2/G3 X… Y… Z… AR=...
G2/G3 I… J… K… AR=...
Meaning
G2: Circular interpolation clockwise
Effective: Modal
G3: Circular interpolation counter-clockwise
Effective: Modal
Fundamentals
2.9 Motion commands
NC programming
Programming Manual, 12/2019, 6FC5398-2EP40-0BA0 193
 Loading...
Loading...














