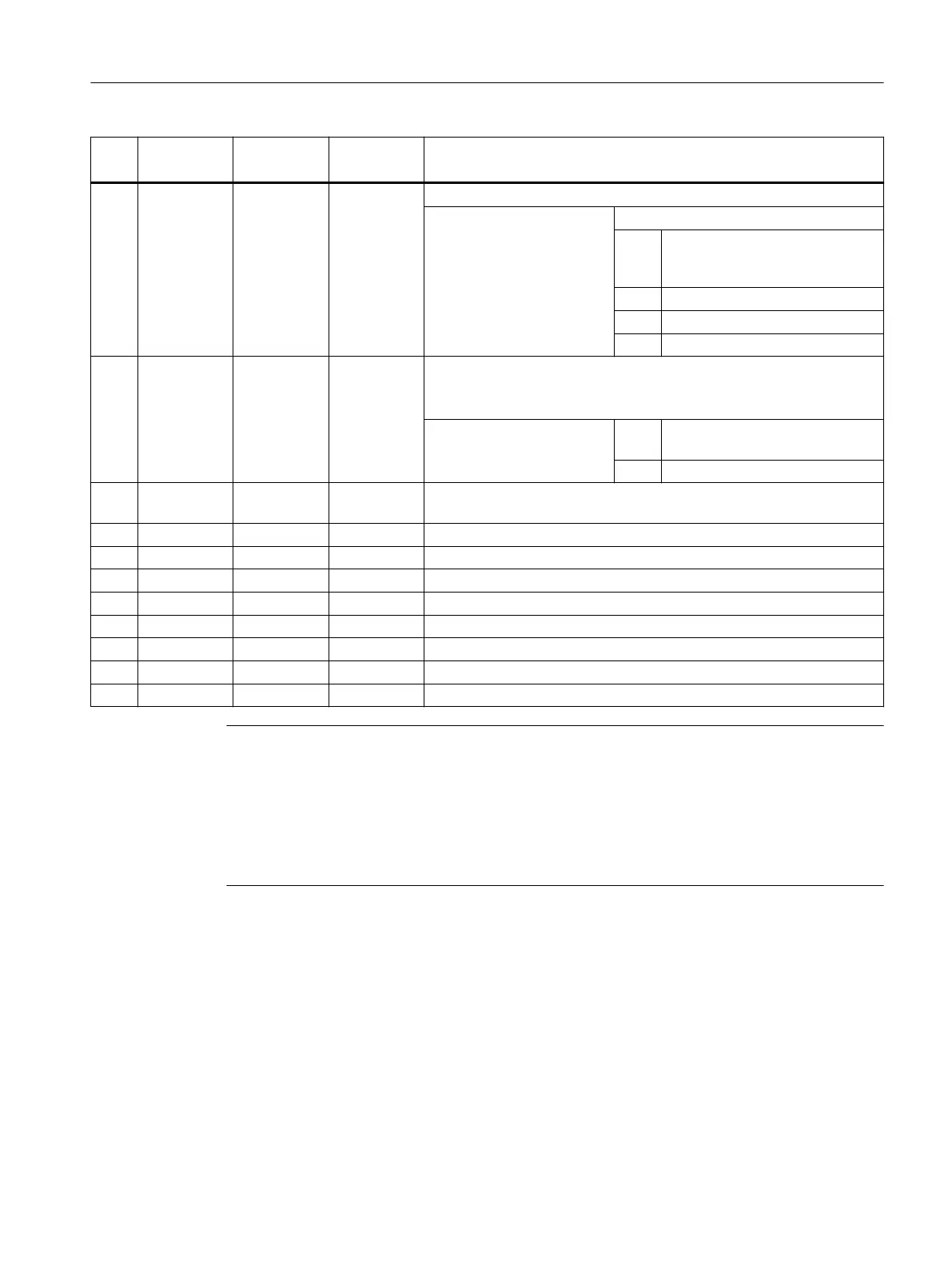
No. Parameter
mask
Parameters
internal
Data type Meaning
23 <_DMODE> INT Display mode
UNITS: Machining plane G17/G18/G19
0 = Compatibility, the plane effective
before the cycle call remains ac‐
tive
1 = G17 (only active in the cycle)
2 = G18 (only active in the cycle)
3 = G19 (only active in the cycle)
24 <S_ABA> INT Alternatives for all AB positions (9-digit decimal value)
Number of digits: 876543210 (digit position corresponds to position
ABn)
Position value: 1 = Absolute (1st programmed posi‐
tion is always absolute)
2 = Incremental
25 A0 <S_AB0> REAL 1st rotary axis position for position pattern with rotary axis (in conjunc‐
tion with <_VARI>))
26 A1 <S_AB1> REAL 2nd rotary axis position for position pattern with rotary axis
27 A2 <S_AB2> REAL 3rd rotary axis position for position pattern with rotary axis
28 A3 <S_AB3> REAL 4th rotary axis position for position pattern with rotary axis
29 A4 <S_AB4> REAL 5th rotary axis position for position pattern with rotary axis
30 A5 <S_AB5> REAL 6th rotary axis position for position pattern with rotary axis
31 A6 <S_AB6> REAL 7th rotary axis position for position pattern with rotary axis
32 A7 <S_AB7> REAL 8th rotary axis position for position pattern with rotary axis
33 A8 <S_AB8> REAL 9th rotary axis position for position pattern with rotary axis
Note
Positions that are not required for parameters X1/Y1/A1 to X8/Y8/A8 can be ignored. The
alternative values for <_XA>, <_YA> and <S_ABA>, however, must be provided in full for all 9
positions.
For position pattern XA, YB or ZC (a geometry axis and rotary axis), the axis of the machining
plane that is not traversed via the position pattern (Y for G17 and XA) must be positioned before
the cycle call.
3.25.1.37 CYCLE830 - deep-hole drilling 2
Syntax
CYCLE830(<RTP>, <RFP>, <SDIS>, <_DP>, <FDEP>, <_DAM>, <DTB>, <DTS>,
<FRF>, <VARI>, <_MDEP>, <_VRT>, <_DTD>, <_DIS1>, <S_FP>, <S_SDAC2>,
<S_SV2>, <S_FB>, <_SDAC>, <_SV1>, <S_SPOS>, <S_ZA>, <S_FA>, <S_ZP>,
<S_FS>, <S_ZS1>, <S_ZS2>, <S_N>, <S_ZD>, <S_FD>, <S_FR>, <S_SDAC3>,
<S_SV3>, <S_CON>, <S_COFF>, <_GMODE>, <_DMODE>, <_AMODE>,
<S_AMODE2>, <S_AMODE3>, <S_ZPV>)
Work preparation
3.25 Programming cycles externally
NC programming
Programming Manual, 12/2019, 6FC5398-2EP40-0BA0 1101
 Loading...
Loading...














