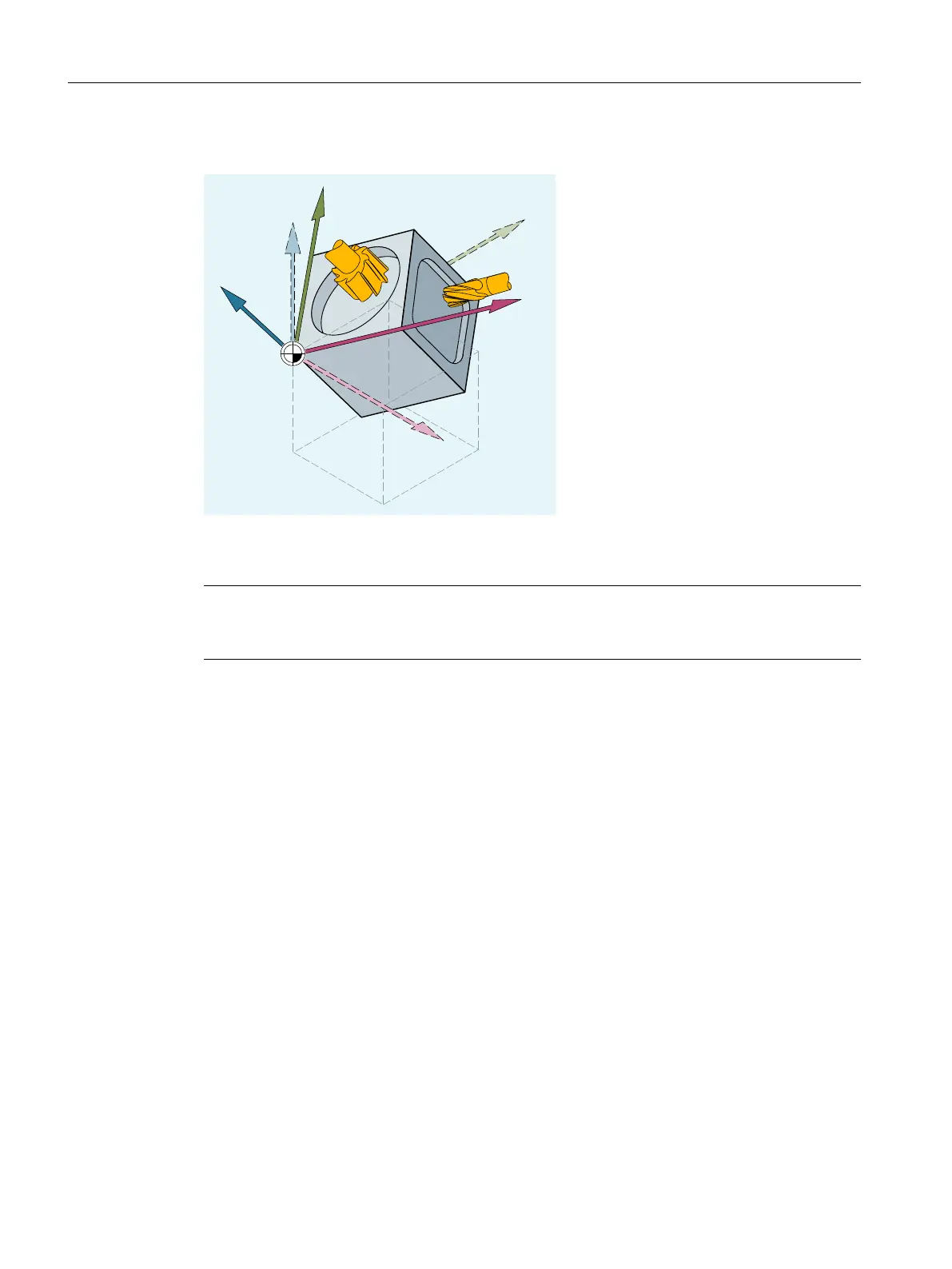
Tool length compensation on inclined planes
As a general rule, the tool length compensation always refers to the fixed, non-rotated working
plane.
Note
The tool length components can be calculated according to the rotated working planes with the
functions for "Tool length compensation for orientable tools".
The compensation plane is selected with CUT2D, CUT2DF. Additional information and a
description of the available calculation methods is provided in Chapter "Tool radius
compensation (Page 251)".
The control provides convenient coordinate transformation functions for the spatial definition of
the working plane. Additional information is provided in the section "Coordinate transformations
(frames) (Page 305)".
2.8.4 Dimensions
The basis of most NC programs is a workpiece drawing with specific dimensions.
These dimensions can be:
● In absolute dimensions or in incremental dimensions
● In millimeters or inches
● In radius or diameter (for turning)
Specific programming commands are available for the various dimension options so that the
data from a dimension drawing can be transferred directly (without conversion) to the NC
program.
Fundamentals
2.8 Geometry settings
NC programming
148 Programming Manual, 12/2019, 6FC5398-2EP40-0BA0
 Loading...
Loading...














