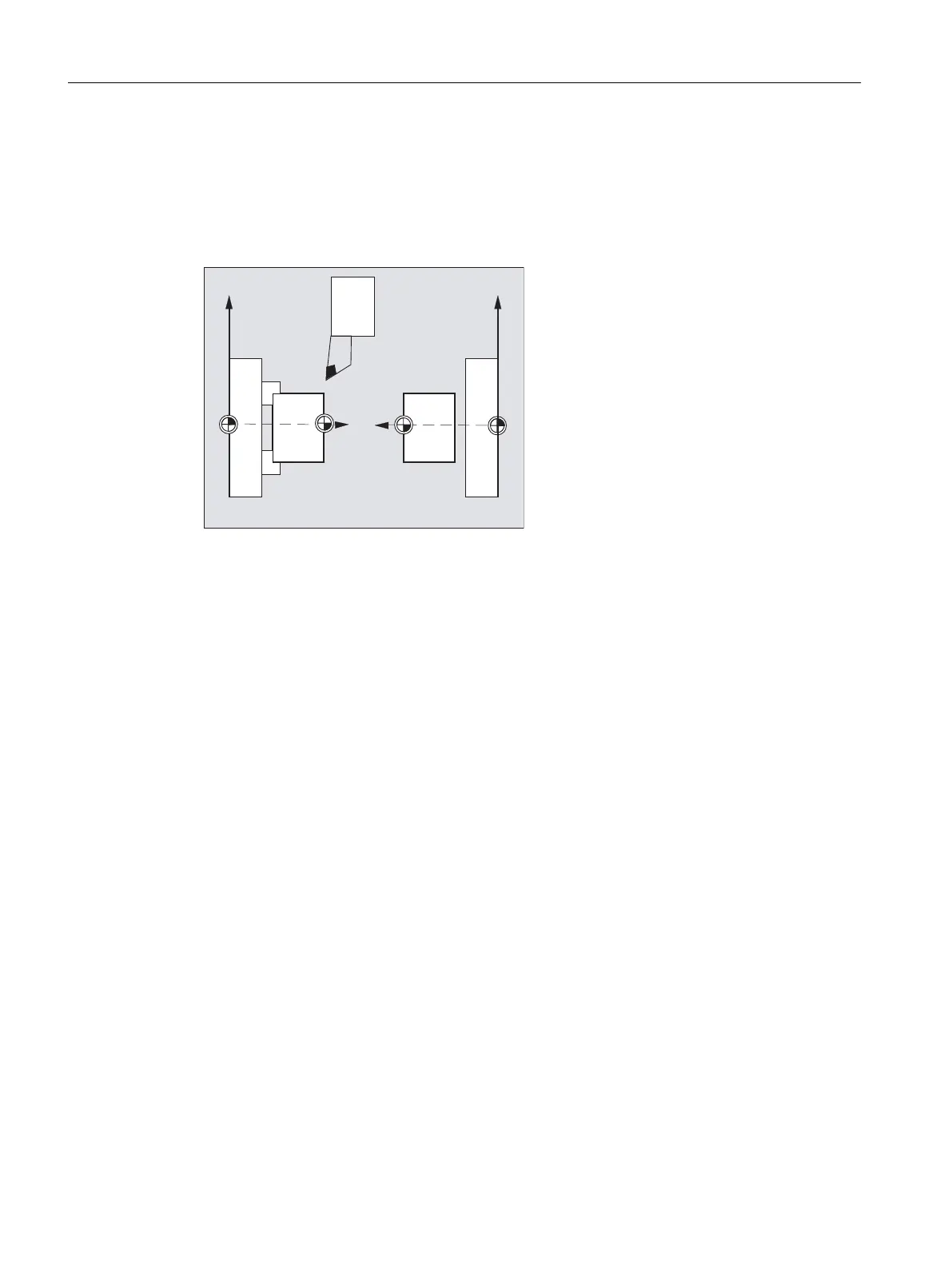
3.13.3.1 Mirroring of tool lengths
When setting data SD42900 $SC_MIRROR_TOOL_LENGTH and
SD42910 $SC_MIRROR_TOOL_WEAR are not set to zero, then you can mirror the tool length
components and components of the basis dimensions with wear values and their associated
axes.
Z
W
Z
M
W
1
1
X
M
WCS 1
D13 with SL3
X
WCS 2
D13 with SL4
D13
SD42900 $SC_MIRROR_TOOL_LENGTH
Setting data not equal to zero:
The tool length components ($TC_DP3, $TC_DP4 and $TC_DP5) and the components of the
basis dimensions ($TC_DP21, $TC_DP22 and $TC_DP23) are mirrored against their
associated axes, also mirrored – by inverting the sign.
The wear values are not mirrored. If these are also be be mirrored, then setting data
SD42910 $SC_MIRROR_TOOL_WEAR must be set.
SD42910 $SC_MIRROR_TOOL_WEAR
Setting data not equal to zero:
The wear values of the tool length components - whose associated axes are mirrored - are also
mirrored by inverting the sign.
3.13.3.2 Wear sign evaluation
When setting data SD42920 $SC_WEAR_SIGN_CUTPOS and SD42930 $SC_WEAR_SIGN
are set not equal to zero, then you can invert the sign evaluation of the wear components.
SD42920 $SC_WEAR_SIGN_CUTPOS
Setting data not equal to zero:
For tools with the relevant cutting edge position (turning and grinding tools, tool types 400), then
the sign evaluation of the wear components in the machining plane depends on the cutting
edge position. This setting data is of no significance for tool types without relevant cutting edge
position.
Work preparation
3.13 Tool offsets
NC programming
746 Programming Manual, 12/2019, 6FC5398-2EP40-0BA0
 Loading...
Loading...














