Note
If certain transfer parameters (e.g. <_VARI>, <_GMODE>, <_DMODE>, <_AMODE>) have
been indirectly programmed as parameters, the screen form is opened on recompiling but it
cannot be stored as there is no unambiguous assignment to defined selection fields.
3.25.1.2 Technology-specific overview
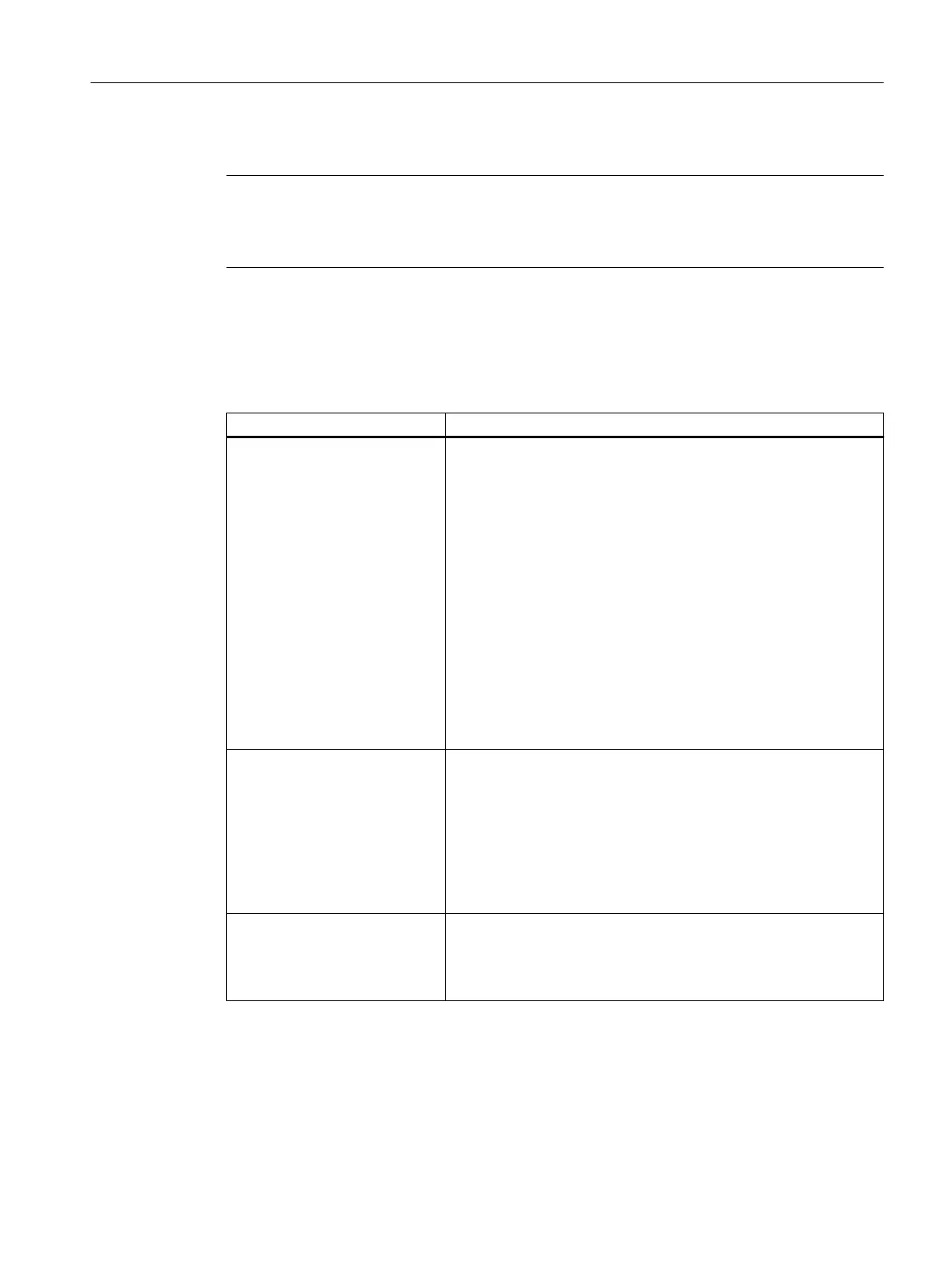
The following overview table lists all available externally programmable technology cycles and
the technology assigned to each of them:
Technology Technology cycle
Drilling
● CYCLE81 - drilling, centering (Page 1064)
● CYCLE82 - drilling, counterboring (Page 1065)
● CYCLE85 - reaming (Page 1074)
● CYCLE86 - boring (Page 1075)
● CYCLE83 – deep-hole drilling 1 (Page 1068)
● CYCLE830 - deep-hole drilling 2 (Page 1101)
● CYCLE84 - tapping without compensating chuck (Page 1071)
● CYCLE840 - tapping with compensating chuck (Page 1110)
● CYCLE78 - Drill thread milling (Page 1060)
● CYCLE802 - arbitrary positions (Page 1099)
● HOLES1 – row position pattern (Page 1027)
● CYCLE801 – grid or frame position pattern (Page 1097)
● HOLES2 – circle or pitch circle position pattern (Page 1027)
Turning
● CYCLE951 - stock removal (Page 1121)
● CYCLE930 - groove (Page 1116)
● CYCLE940 – undercut form E and F / undercut thread
(Page 1118)
● CYCLE99 - thread turning (Page 1084)
● CYCLE98 - thread chain (Page 1080)
● CYCLE92 - cut-off (Page 1076)
Contour turning
● CYCLE62 - contour call (Page 1046)
● CYCLE952 – stock removal / residual stock removal / plunge
cutting / residual plunge cutting / plunge turning / residual plunge
turning (Page 1124)
Work preparation
3.25 Programming cycles externally
NC programming
Programming Manual, 12/2019, 6FC5398-2EP40-0BA0 1025
 Loading...
Loading...














