3.25.1.51 CYCLE4078 - surface grinding with continuous infeed
Syntax
CYCLE4078(<S_I>, <S_J>, <S_K>, <S_A>, <S_F>, <S_P>, <S_A1>, <S_A2>)
Parameters
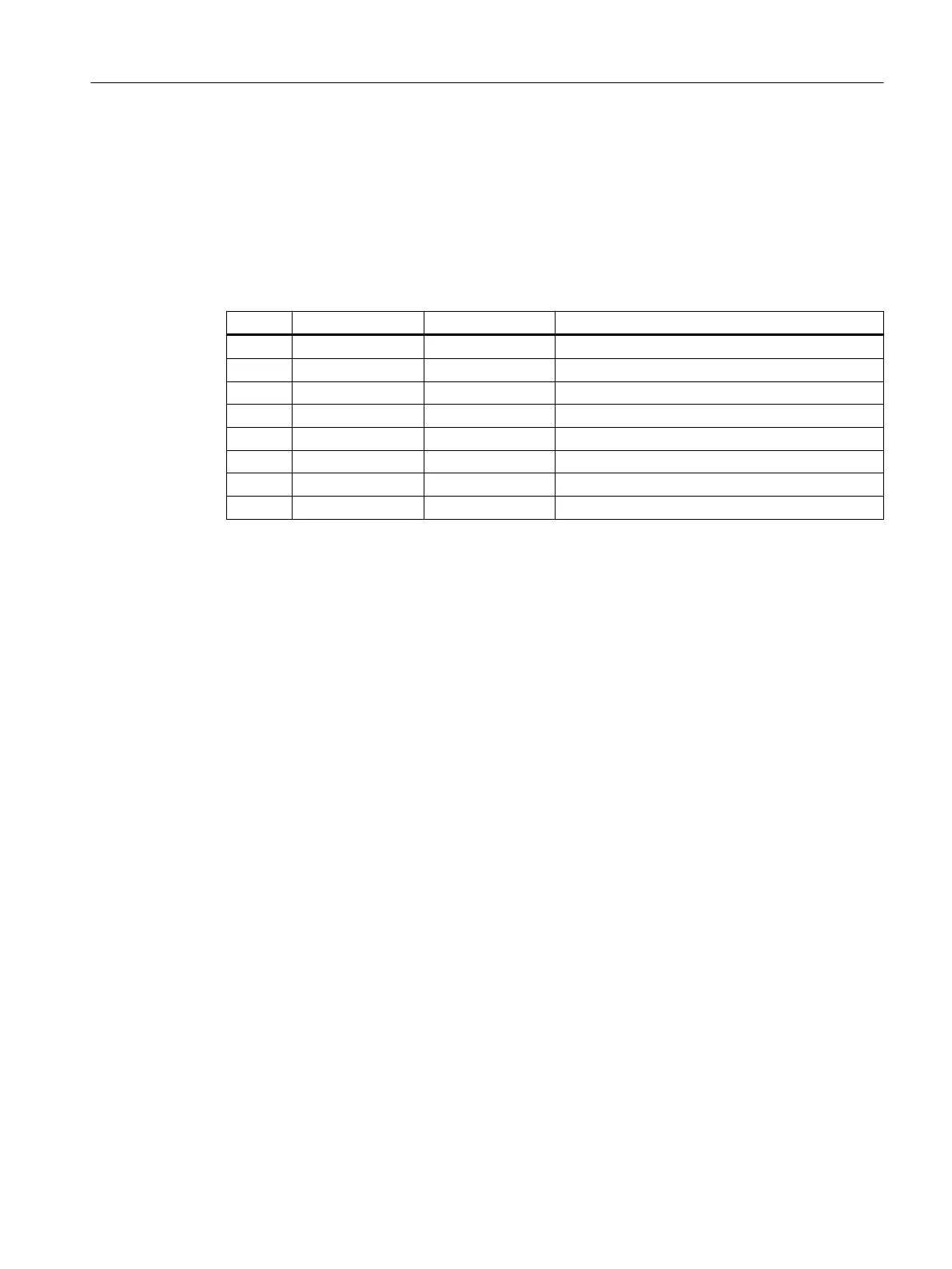
No. Parameter Data type Meaning
1 <S_I> REAL Infeed depth from the start to the end
2 <S_J> REAL Infeed depth from the end to the start
3 <S_K> REAL Total infeed depth
4 <S_A> REAL Grinding width
5 <S_F> REAL Feedrate
6 <S_P> REAL Sparking-out time
7 <S_A1> AXIS Infeed axis (optional)
8 <S_A2> AXIS Oscillating axis (optional)
Function
The cycle is used for machining with a total infeed depth by means of continuous infeed. The
infeed depths from the start to the end and from the end to the start can be different.
The positional data P1 to P4 can be negative or positive.
The specification of the infeed axis and/or oscillating axis is optional. If one or both parameters
are not specified, the cycle uses the first two geometry axes of the channel.
If the sum of the infeed depths P1 and P2 is 0 or the total infeed depth is 0, only one sparking-
out stroke is performed.
Work preparation
3.25 Programming cycles externally
NC programming
Programming Manual, 12/2019, 6FC5398-2EP40-0BA0 1147
 Loading...
Loading...














