3.25.1.3 HOLES1 – row position pattern
Syntax
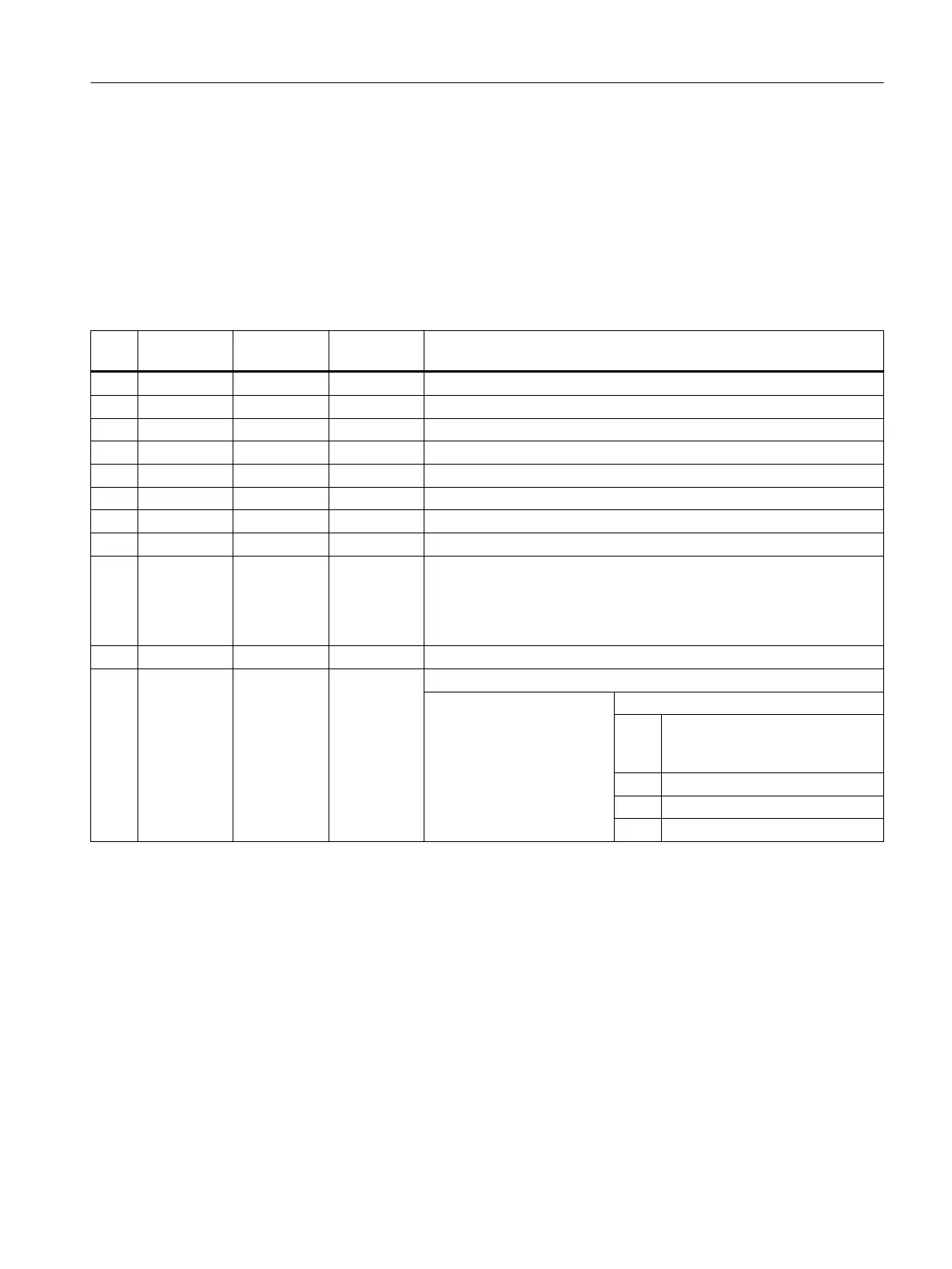
HOLES1(<SPCA>, <SPCO>, <STA1>, <FDIS>, <DBH>, <NUM>, <_VARI>,
<_UMODE>, <_HIDE>, <_NSP>, <_DMODE>)
Parameters
No. Parameter
mask
Parameter
internal
Data type Meaning
1 X0 <SPCA> REAL Reference point for row of holes along the 1st axis (abs)
2 Y0 <SPCO> REAL Reference point for row of holes along the 2nd axis (abs)
3 α0 <STA1> REAL Basic angle of rotation (angle to 1st axis)
4 L0 <FDIS> REAL Distance from 1st hole to reference point
5 L <DBH> REAL Spacing between the holes
6 N <NUM> INT Number of holes
7 <_VARI> INT Reserved
8 <_UMODE> INT Reserved
9 <_HIDE> STRING
[200]
Hidden positions
● Max. 198 characters
● Specification of consecutive position numbers, e.g. "1,3" (positions
1 and 3 are not executed)
10 <_NSP> INT Reserved
11 <_DMODE> INT
Display mode
UNITS: Machining plane G17/18/19
0 = Compatibility, the plane effective
before the cycle call remains ac‐
tive
1 = G17 (only active in the cycle)
2 = G18 (only active in the cycle)
3 = G19 (only active in the cycle)
3.25.1.4 HOLES2 – circle or pitch circle position pattern
Syntax
HOLES2(<CPA>, <CPO>, <RAD>, <STA1>, <INDA>, <NUM>, <_VARI>,
<_UMODE>, <_HIDE>, <_NSP>, <_DMODE>)
Work preparation
3.25 Programming cycles externally
NC programming
Programming Manual, 12/2019, 6FC5398-2EP40-0BA0 1027
 Loading...
Loading...














