X... Y... Z... : Circle end point in Cartesian coordinates.
Depending on the currently valid dimensional notation setting G90/G91
or ...=AC(...) / ...=IC(...), the circle end point coordinates are in‐
terpreted either in the absolute dimension or in the incremental dimension.
I... J... K... : Interpolation parameters to state the circle center point coordinates in the
directions X, Y, Z
Per default, the circle center point coordinates are stated in the incremental
dimension in relation to the circle starting point.
If the circle center point coordinates are stated in the absolute dimension in
relation to workpiece zero, the interpolation parameters I, J, K must be pro‐
grammed as follows:
I=AC(…) J=AC(…) K=AC(…)
Note
An interpolation parameter with value 0 can be omitted, but the associated
second parameter must always be specified.
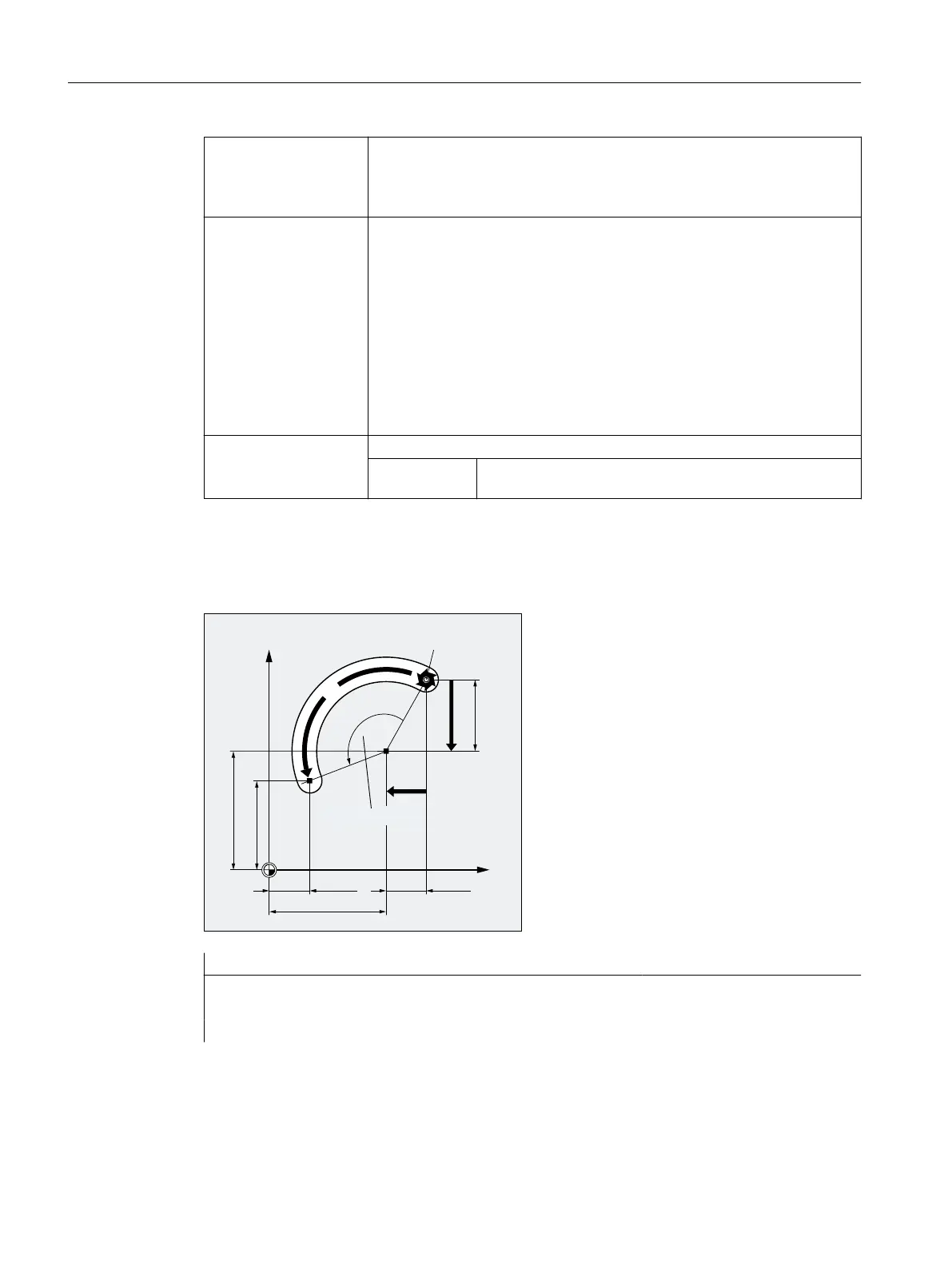
AR=... : Opening angle
Range of val‐
ues:
0° ... 360°
Examples
Example 1: Milling
2SHQLQJDQJOH
6WDUWLQJSRLQWRIFLUFOH
,
-
;
<
r
Program code
N10 G0 X67.5 Y80.211
N20 G3 X17.203 Y38.029 AR=140.134 F500
N20 G3 I–17.5 J–30.211 AR=140.134 F500
Fundamentals
2.9 Motion commands
NC programming
194 Programming Manual, 12/2019, 6FC5398-2EP40-0BA0
 Loading...
Loading...














