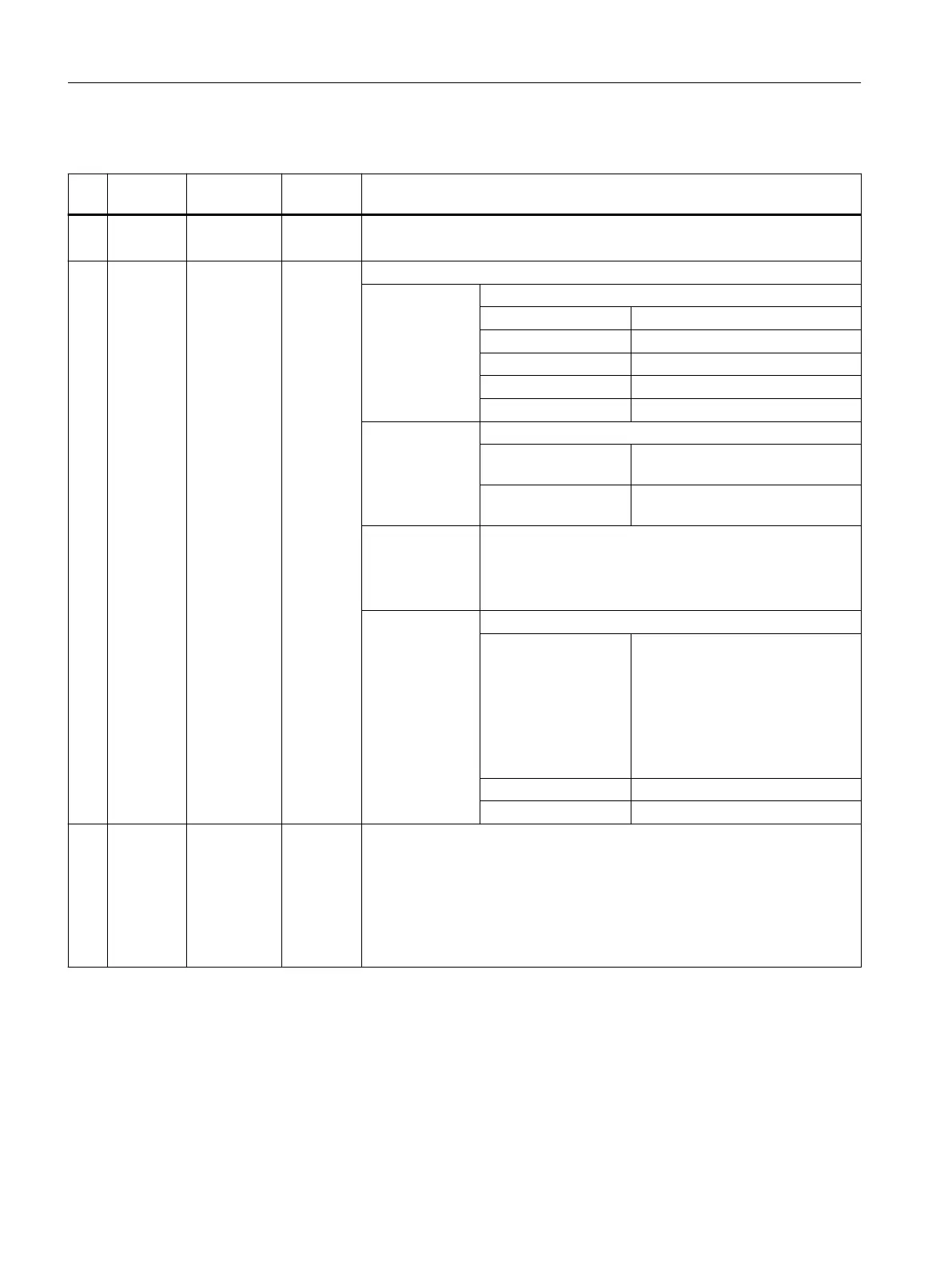
Parameters
No. Parame‐
ter mask
Parameter
internal
Data type Meaning
1 Tolerance <S_TOL> REAL Contour tolerance
The contour tolerance corresponds to the axis tolerance of the geometry axes.
2
<S_TOLM> INT Machining type (technology)
UNITS:
0 = Deselection
1 = Finishing
2 = Rough finishing (semi-finishing)
3 = Roughing
4 = Smooth finishing (precision)
TENS:
0 = Compatibility
1)
or no orientation tol‐
erance
1 = Orientation tolerance in parame‐
ter <S_OTOL>
HUNDREDS
...
HUNDRED
THOUSANDS
Assigned
for reasons of
compatibility
ONE MILLION:
0 = Compatibility. The best available
mold making function is automati‐
cally used:
● Option Top Surface not active:
Advanced Surface
● Option Top Surface active:
⇒ Top Surface with smoothing
1 = Top Surface without smoothing
2 = Top Surface with smoothing
3 ORI toler‐
ance
<S_OTOL> REAL Orientation tolerance or version identifier CYCLE832
Tolerance parameter for the orientation of the workpiece.
Is required when executing a high-speed machining program on machines
with dynamic orientation transformation (e.g. 5-axis machining).
Parameter <S_OTOL> must be programmed. This also applies for applications
on 3-axis machines for programs without orientation of the tool
(<S_OTOL> = 1).
1)
Orientation tolerance derived from the cycle setting data SD55451 ... SD55454 (orientation tolerance for dynamic response
mode...) or SD55445 ... SD55449 (contour tolerance for dynamic response mode...) multiplied by the factor from
SD55441 ... SD55444.
Further information: SINUMERIK Operate Commissioning Manual
Work preparation
3.25 Programming cycles externally
NC programming
1108 Programming Manual, 12/2019, 6FC5398-2EP40-0BA0
 Loading...
Loading...














