Sequence
6B$!
6B%!
6B:!
) 6B.!
) 6B,!
6B8!
6B8!
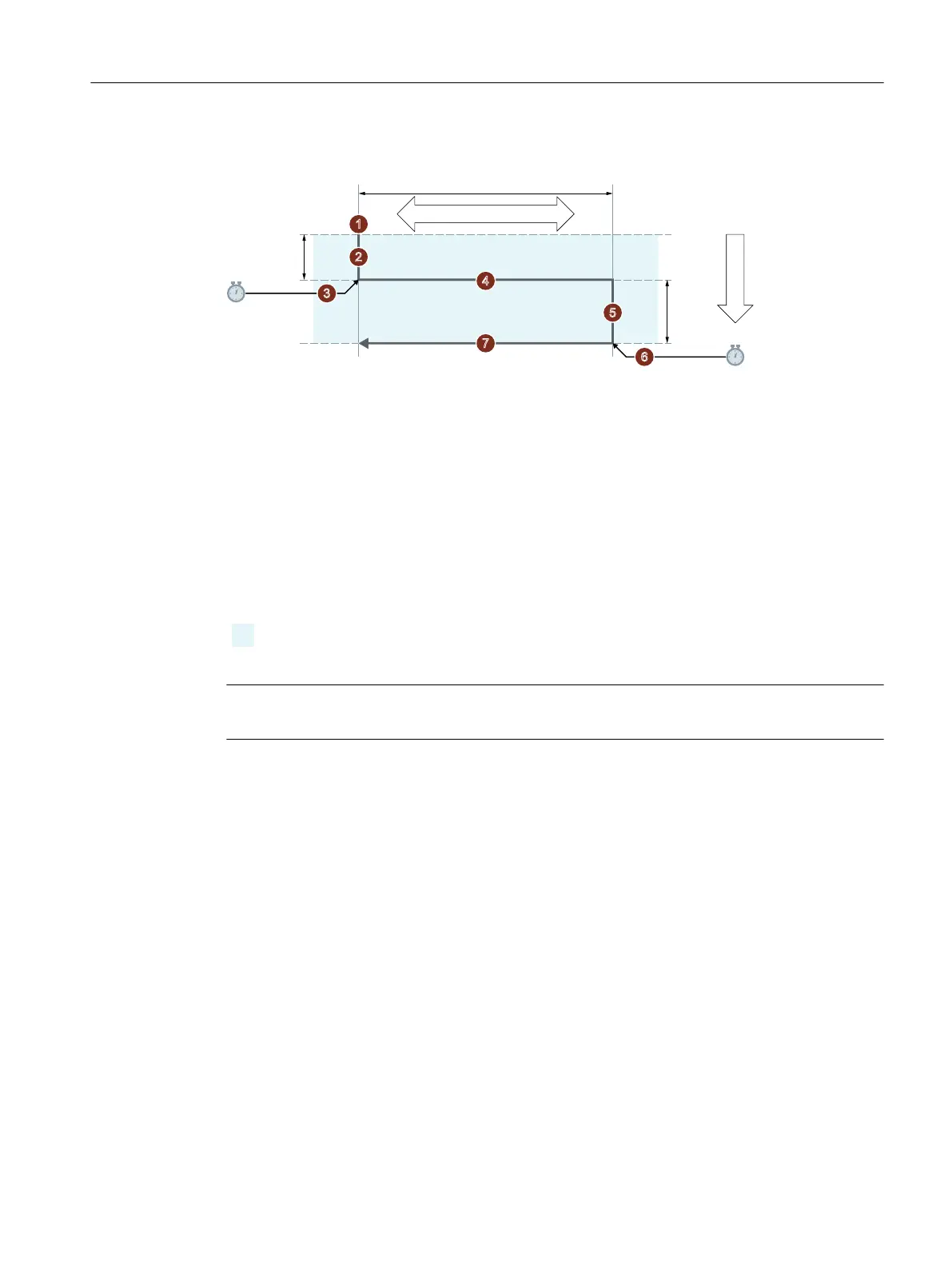
① Start of the cycle at the current position of the oscillating axis.
② Traversing of the infeed axis to the infeed depth at the start <S_A> with the feedrate for in‐
feed <S_I>.
③ Sparking out with the sparking-out time <S_U>.
④ Traversing of the oscillating axis with the grinding width <S_W> as travel path and the feedrate
for transverse infeed <S_K>.
⑤ Traversing of the infeed axis to the infeed depth at the end <S_B> with the feedrate for
infeed <S_I>.
⑥ Sparking out with the sparking-out time <S_U>.
⑦ Traversing of the oscillating axis with the grinding width <S_W> as travel path to the starting point
and the feedrate for transverse infeed <S_K>.
Indicates reiterating sequential steps.
The sequence is repeated until the programmed number of repetitions <S_H> has been reached.
Note
The sequence cannot be interrupted with a single block.
Example
Executing two oscillating motions with the following cycle parameters:
● Infeed depth at the start: 0.02 mm
● Infeed depth at the end: 0.01 mm
● Stroke: 100 mm
● Sparking-out time: 1 s
● Infeed feedrate: 1 mm/min
● Transverse feedrate: 1000 mm/min
● Repetitions: 2
● Oscillating and infeed axes: Standard geometry axes
Program code
N10 T1 D1
Work preparation
3.25 Programming cycles externally
NC programming
Programming Manual, 12/2019, 6FC5398-2EP40-0BA0 1131
 Loading...
Loading...














