$AC_FZ Tooth feedrate effective when the current main run block was prepro‐
cessed.
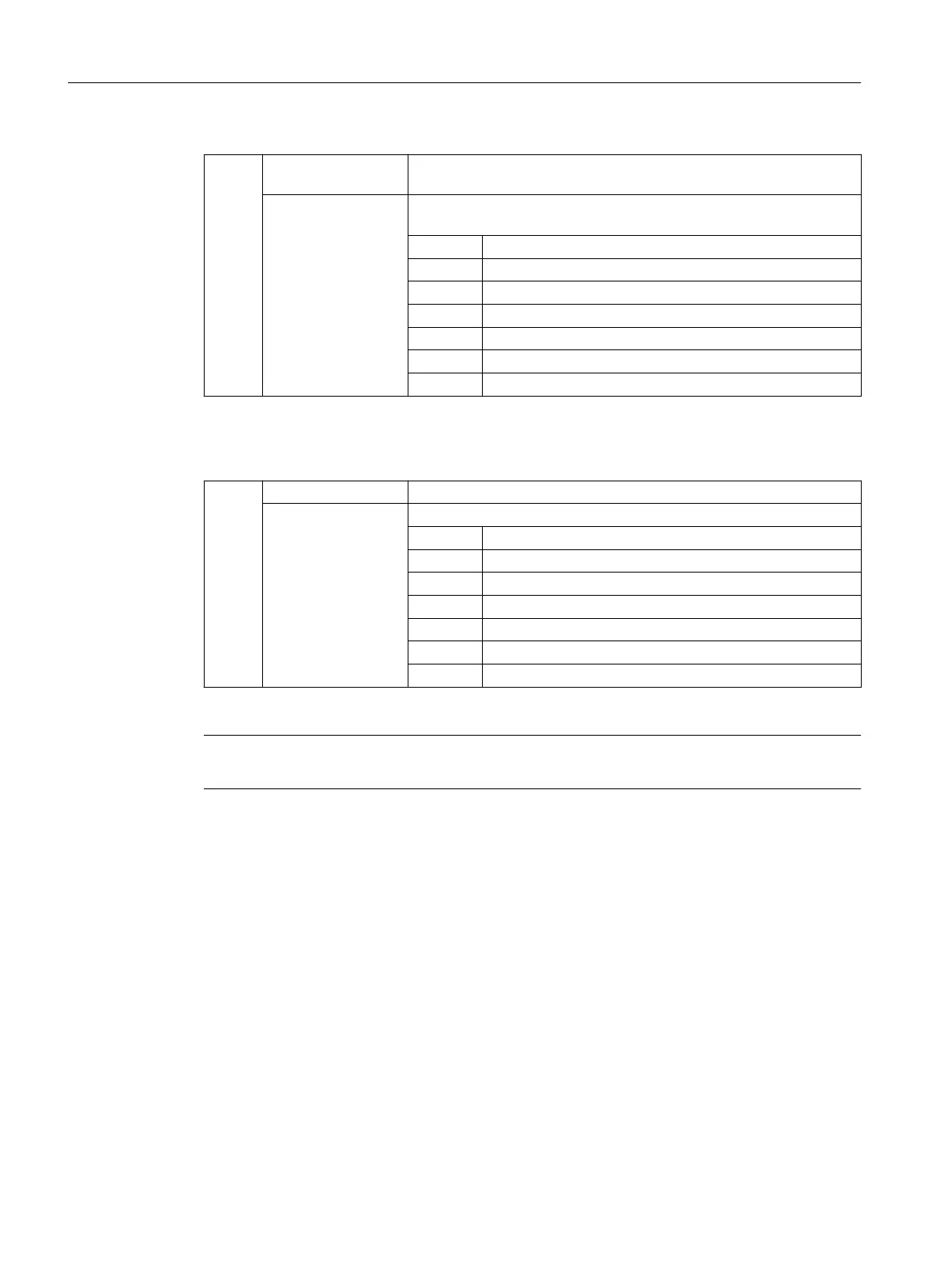
$AC_F_TYPE Path feedrate type effective when the current main run block was pre‐
processed.
Value: Meaning:
0 mm/min
1 mm/rev
2 inch/min
3 inch/rev
11 mm/tooth
33 inch/tooth
● Without preprocessing stop in the part program via system variables:
$P_FZ Programmed tooth feedrate
$P_F_TYPE Programmed path feedrate type
Value: Meaning:
0 mm/min
1 mm/rev
2 inch/min
3 inch/rev
11 mm/tooth
33 inch/tooth
Note
If G95 is not active, the $P_FZ and $AC_FZ variables will always return a value of zero.
Fundamentals
2.7 Feed control
NC programming
142 Programming Manual, 12/2019, 6FC5398-2EP40-0BA0
 Loading...
Loading...














