Examples
Example 1: Milling
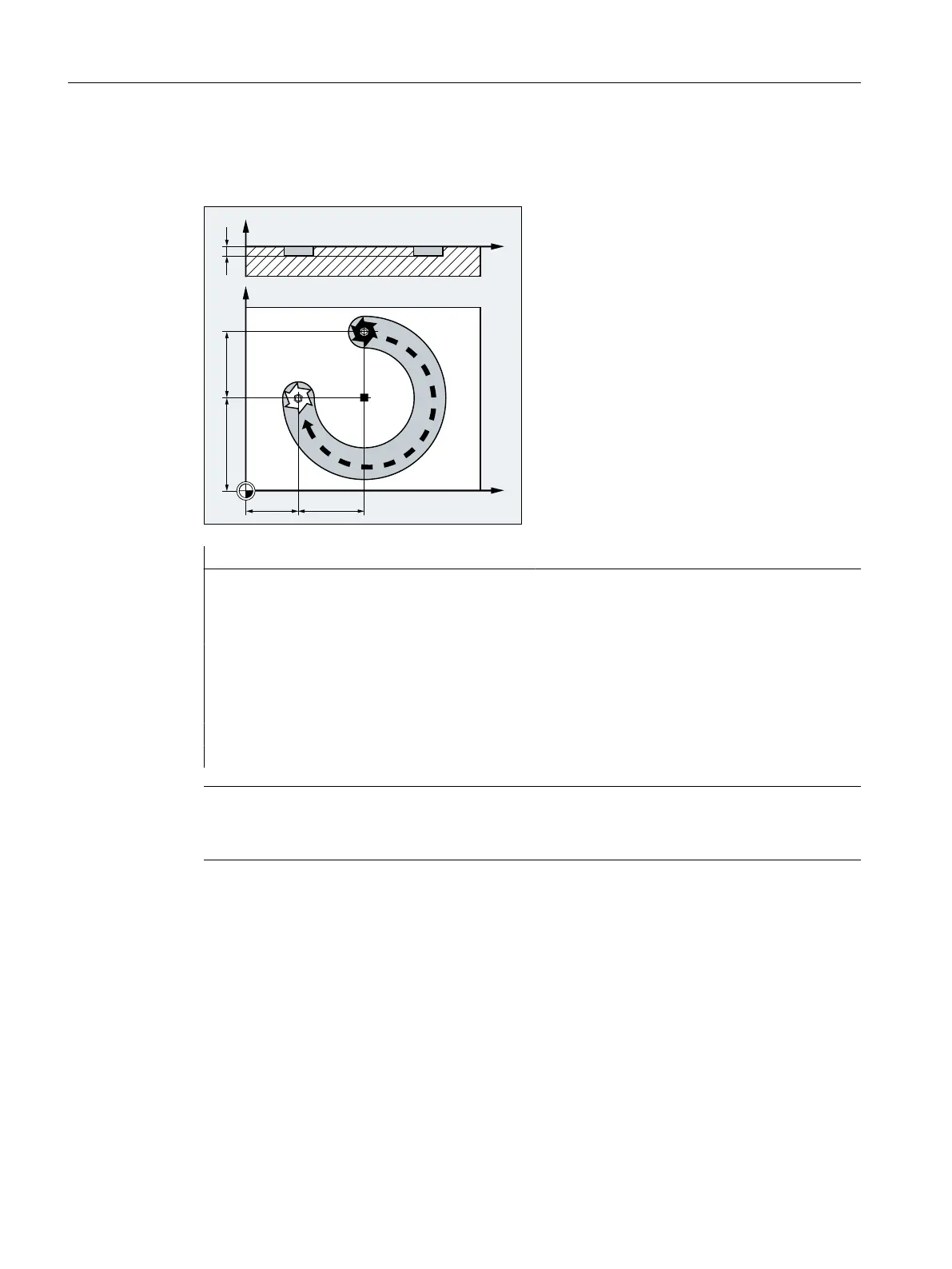
Program code Comment
N10 G90 G0 X45 Y60 Z2 T1 S2000 M3 ; Absolute dimension input, in rapid tra-
verse to position XYZ, tool selection,
spindle on with clockwise direction of
rotation.
N20 G1 Z-5 F500 ; Linear interpolation, feed of the tool.
N30 G2 X20 Y35 I=AC(45) J=AC(35) ; Clockwise circular interpolation, cir-
cle end point and circle center point in
absolute dimensions.
N40 G0 Z2 ; Traverse
N50 M30 ; End of block
Note
For information on the input of the circle center point coordinates I and J, see Section "Circular
interpolation".
Example 2: Turning
Fundamentals
2.8 Geometry settings
NC programming
150 Programming Manual, 12/2019, 6FC5398-2EP40-0BA0
 Loading...
Loading...














