Syntax
G0 X... Y... Z...
G1 X... Y... Z...
G2 X... Y... Z... ...
G3 X... Y... Z... ...
Meaning
G0: Command for the activation of rapid traverse motion
G1: Command for the activation of linear interpolation
G2: Command for the activation of clockwise circular interpolation
G3: Command for the activation of counter-clockwise circular interpolation
X...: Cartesian coordinate of the target position in the X direction
Y...: Cartesian coordinate of the target position in the Y direction
Z...: Cartesian coordinate of the target position in the Z direction
Note
In addition to the coordinates of the target position X..., Y..., Z..., the circular
interpolation G2 / G3 also requires further data (e.g. the circle center point coordinates; see
"Overview (Page 188)").
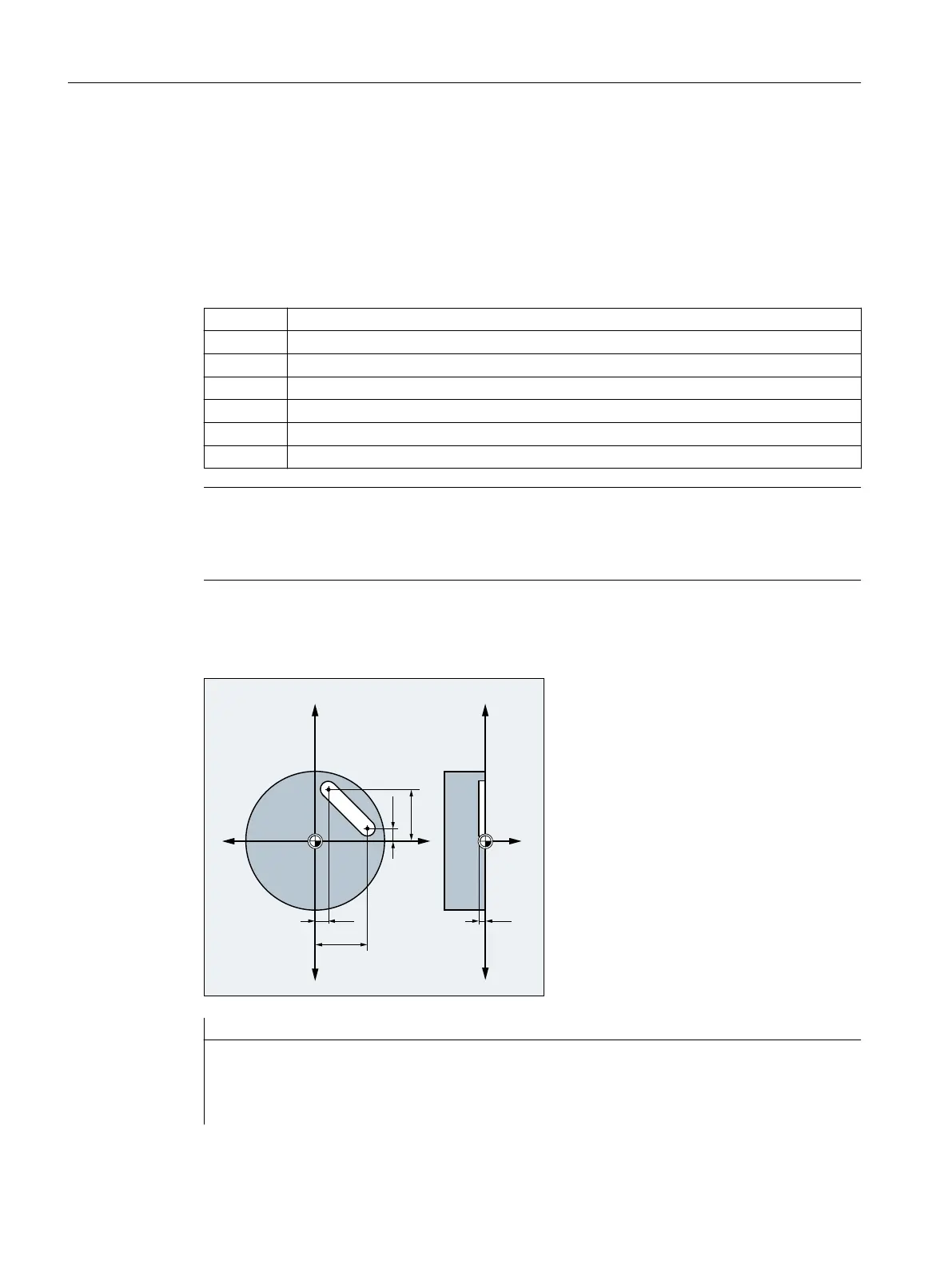
Example
Program code Comment
N10 G17 S400 M3 ; Selection of the working plane, spindle clockwise
N20 G0 X40 Y-6 Z2 ; Approach of the starting position specified with Cartesian
coordinates in rapid traverse
N30 G1 Z-3 F40 ; Activation of the linear interpolation, feed of the tool
Fundamentals
2.9 Motion commands
NC programming
172 Programming Manual, 12/2019, 6FC5398-2EP40-0BA0
 Loading...
Loading...














