Examples
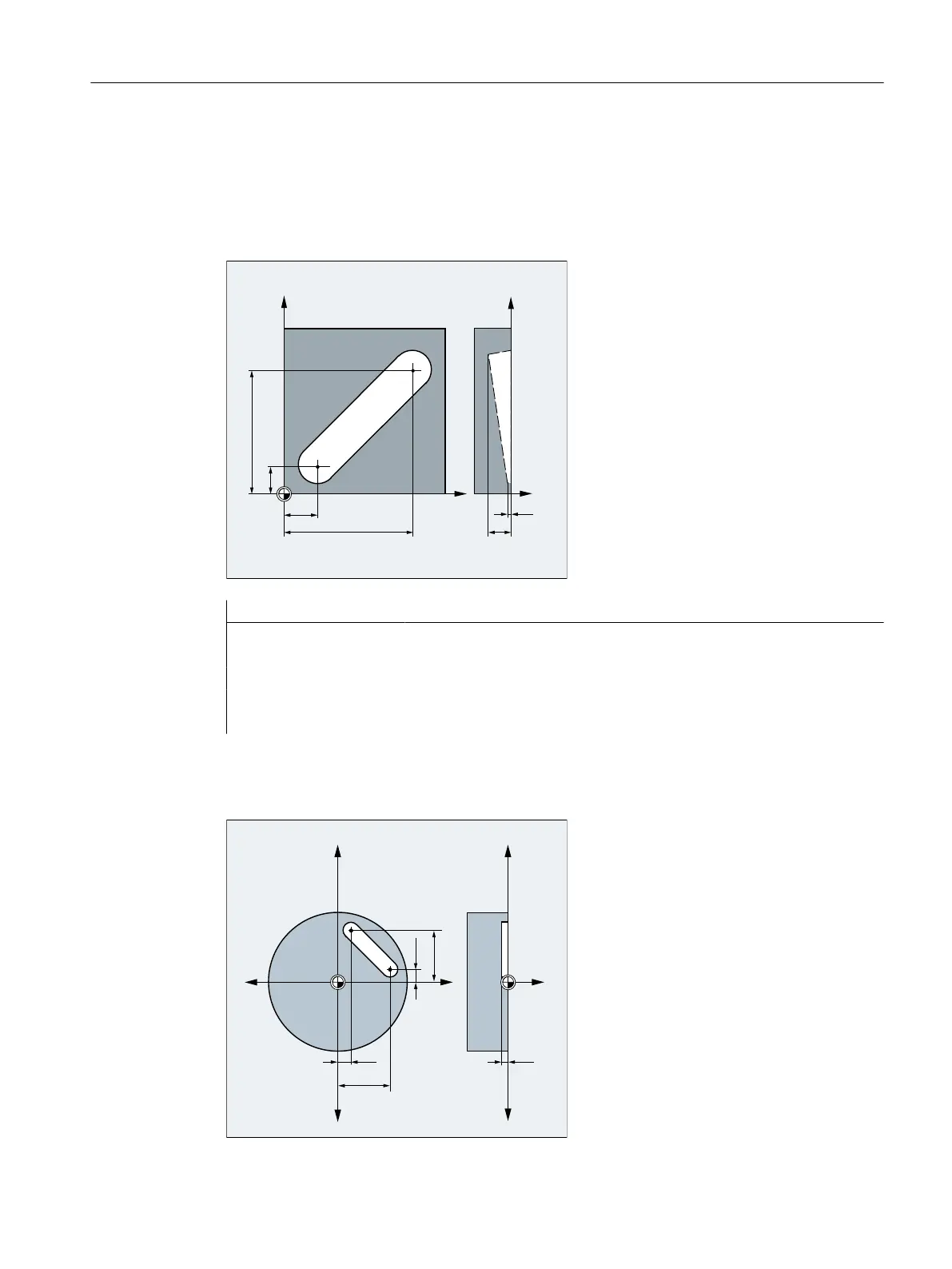
Example 1: Machining of a groove (milling)
The tool travels from the starting point to the end point in the X/Y direction. Infeed takes place
simultaneously in the Z direction.
Program code Comment
N10 G17 S400 M3 ; Selection of the working plane, spindle clockwise
N20 G0 X20 Y20 Z2 ; Approach the starting position
N30 G1 Z-2 F40 ; Tool infeed
N40 X80 Y80 Z-15 ; Travel on an inclined line
N50 G0 Z100 M30 ; Retraction for tool change
Example 2: Machining of a groove (turning)
Fundamentals
2.9 Motion commands
NC programming
Programming Manual, 12/2019, 6FC5398-2EP40-0BA0 187
 Loading...
Loading...














