Examples
Example 1: Milling
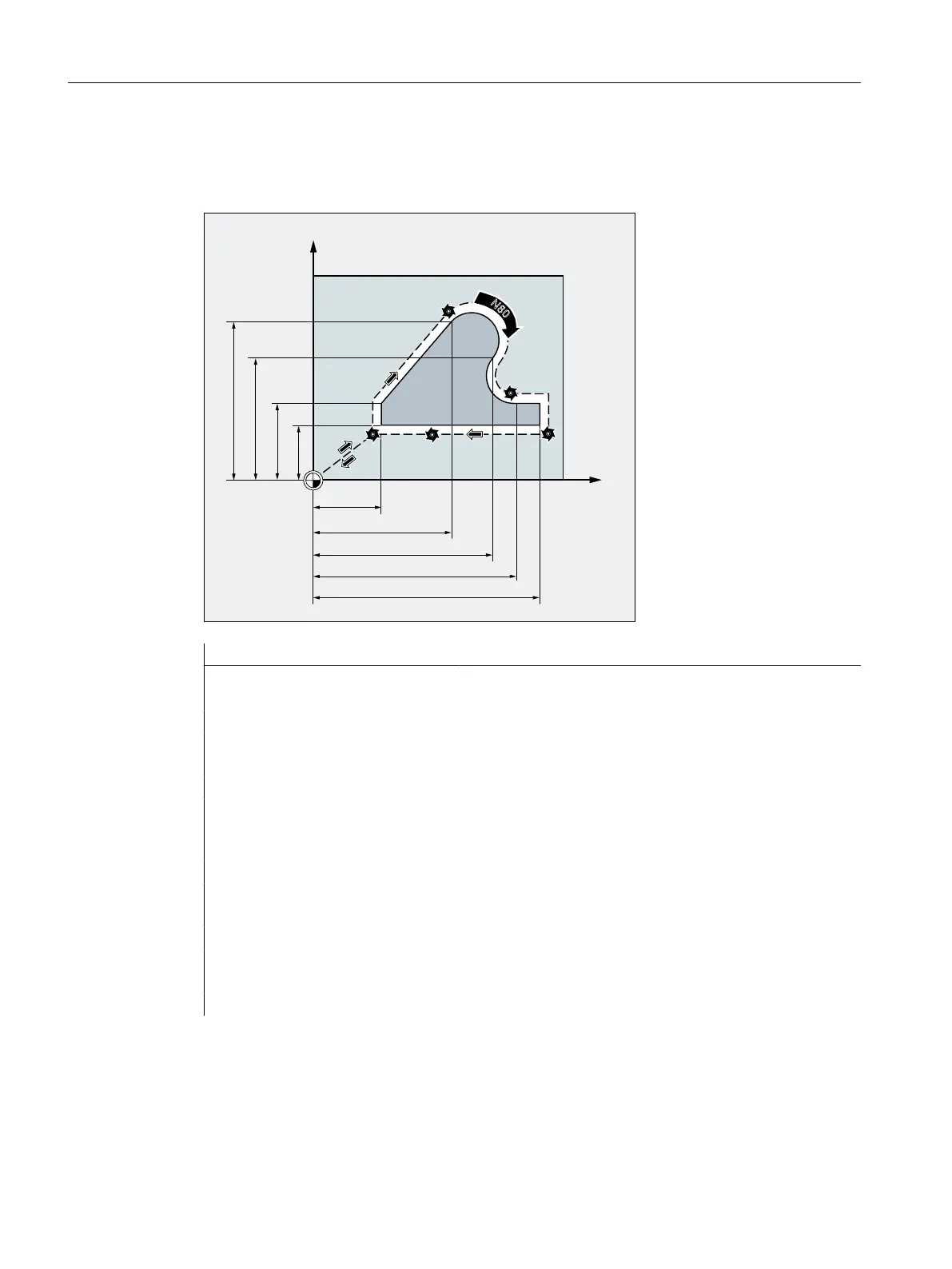
Program code Comment
N10 G0 Z100
N20 G17 T1 M6
N30 G0 X0 Y0 Z2 M3 S300 D1
N40 Z-5 F1000 ; Feed in tool.
N50 G41 X30 Y25 G1 F1000 ; Switch on tool radius compensation.
N60 Y35 ; Mill contour.
N70 X60 Y70
N80 CT X80 Y55 ; Circular-path programming with tangential transi-
tion.
N90 X90 Y35
N100 G1 X100
N110 Y25
N120 X30
N130 G0 G40 X0 Y0 ; Switch off tool radius compensation.
N140 Z100 ; Retract tool.
N140 M30
Example 2: Turning
Fundamentals
2.9 Motion commands
NC programming
202 Programming Manual, 12/2019, 6FC5398-2EP40-0BA0
 Loading...
Loading...














