Examples
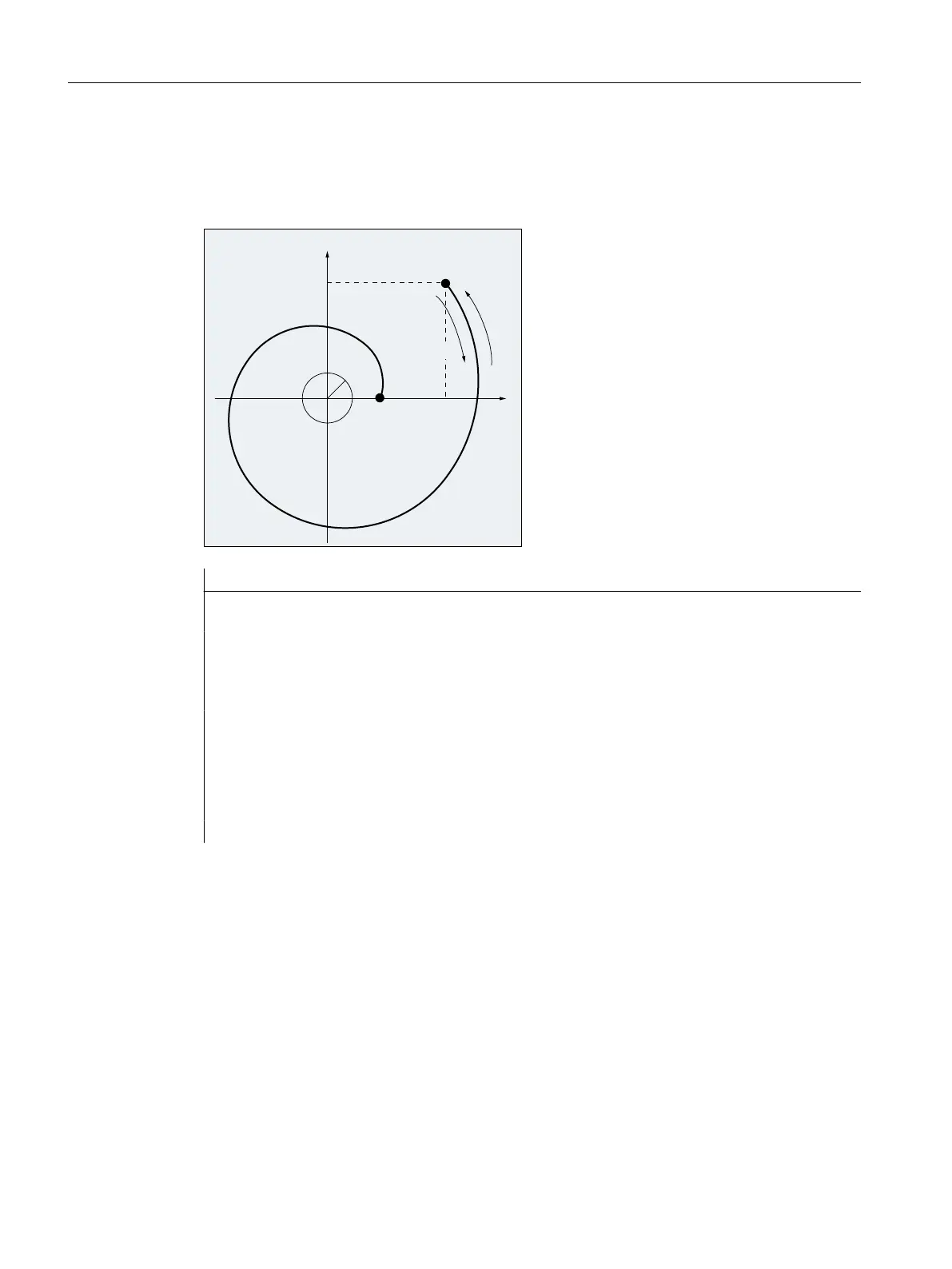
Example 1: Counter-clockwise involute from the starting point to the programmed end point and
back again as clockwise involute
1VWDUWLQJSRLQW
1HQGSRLQW
; <
;
<
1
1
<
;
&5
Program code Comment
N10 G1 X10 Y0 F5000 ; The starting position is ap-
proached.
N15 G17 ; Selection of the X/Y plane as ma-
chining plane.
N20 INVCCW X32.77 Y32.77 CR=5 I-10 J0 ; Counter-clockwise involute, end
point in Cartesian coordinates.
N30 INVCW X10 Y0 CR=5 I-32.77 J-32.77 ; Clockwise involute, starting
point is end point from N20, new
end point is starting point from
N20, new circle center point refers
to a new starting point and is the
same as the old circle center point.
...
Fundamentals
2.9 Motion commands
NC programming
210 Programming Manual, 12/2019, 6FC5398-2EP40-0BA0
 Loading...
Loading...














