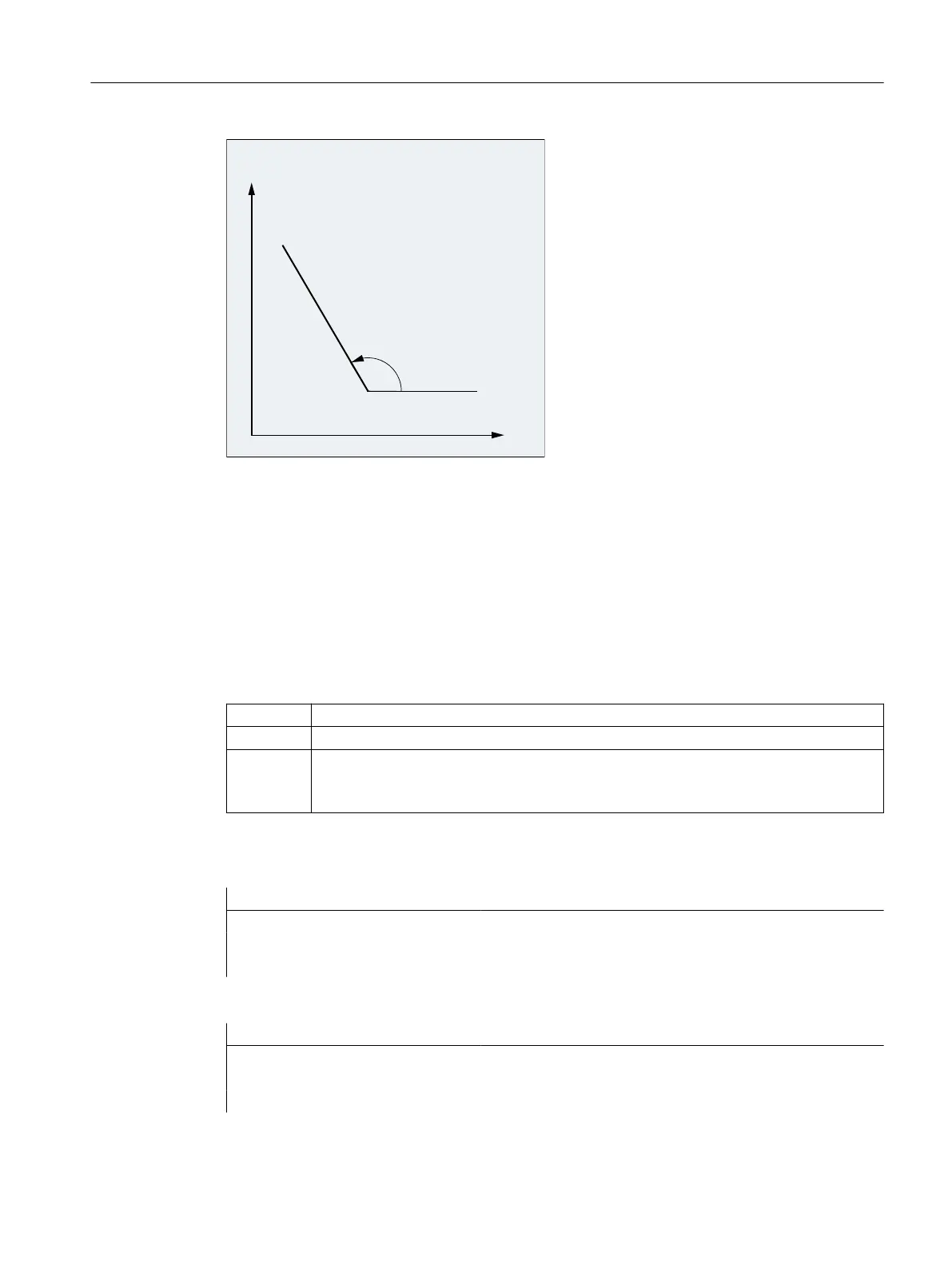
ANG: Angle of the straight line
X1, Z1: Start coordinates
X2, Z2: End point coordinates of the straight line
Syntax
X… ANG=…
Z… ANG=…
Meaning
X... : End point coordinate in the X direction
Z... : End point coordinate in the Z direction
ANG: Identifier for angle programming
The specified value (angle) refers to the abscissa of the active working plane (Z axis
with G18).
Example
Program code Comment
N10 X5 Z70 F1000 G18 ; Approach the starting position
N20 X88.8 ANG=110 ; Straight line with angle specification
N30 ...
or
Program code Comment
N10 X5 Z70 F1000 G18 ; Approach the starting position
N20 Z39.5 ANG=110 ; Straight line with angle specification
N30 ...
Fundamentals
2.9 Motion commands
NC programming
Programming Manual, 12/2019, 6FC5398-2EP40-0BA0 213
 Loading...
Loading...














