ANG=… CHR=...
X… Z… ANG=… CHR=...
X… Z…
Programming of the end point of the first straight line by specifying the coordinates
● Corner as transition between the straight lines:
X… Z…
X… Z…
X… Z…
● Rounding as transition between the straight lines:
X… Z… RND=...
X… Z… RND=...
X… Z…
● Chamfer as transition between the straight lines:
X… Z… CHR=...
X… Z… CHR=...
X… Z…
Meaning
ANG=... : Identifier for angle programming
The specified value (angle) refers to the abscissa of the active working plane (Z
axis with G18).
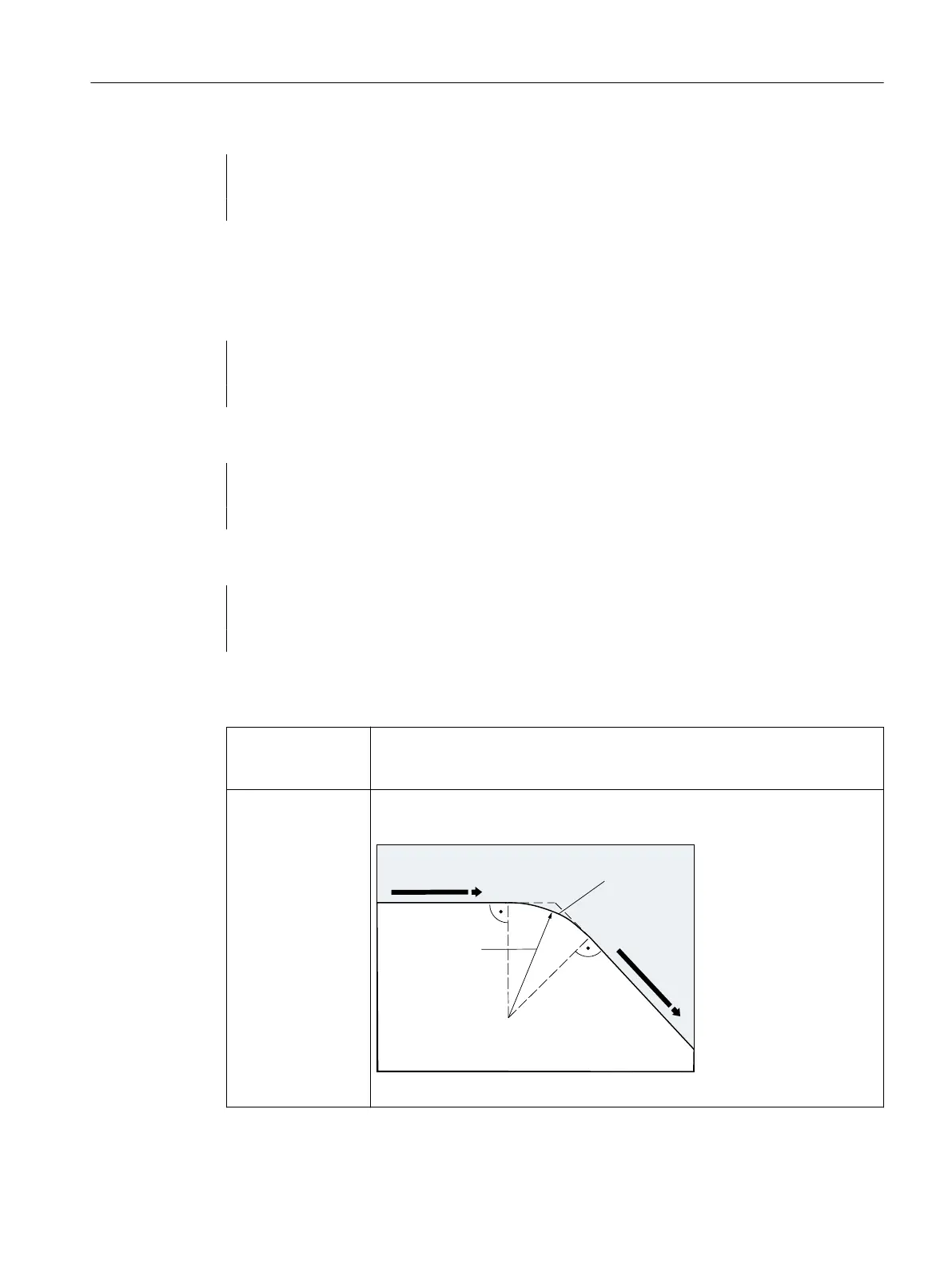
RND=... : Identifier for programming a rounding
The specified value corresponds to the radius of the rounding:
Fundamentals
2.9 Motion commands
NC programming
Programming Manual, 12/2019, 6FC5398-2EP40-0BA0 219
 Loading...
Loading...














