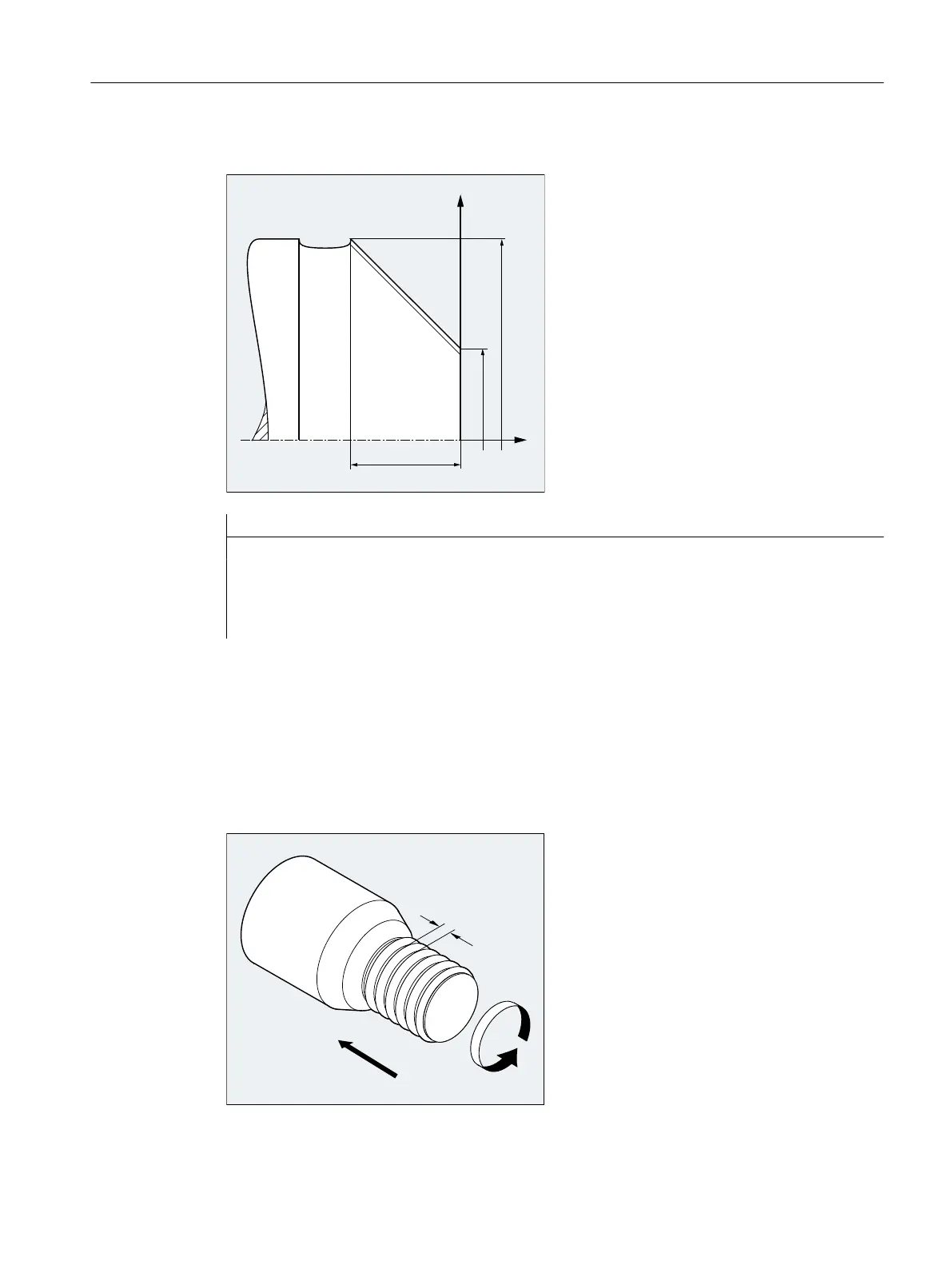
Example 2: Tapered thread with angle less than 45°
Program code Comment
N10 G1 X50 Z0 S500 F100 M3 ; Approach starting point, activate spindle.
N20 G33 X110 Z-60 K4 ; Tapered thread: End point in X and Z, specifi-
cation of thread lead with K... in Z direction
(since angle < 45°).
N30 G0 Z0 M30 ; Retraction, end of program.
Further information
Feedrate for thread cutting with G33
From the programmed spindle speed and the thread lead, the control calculates the required
feedrate with which the turning tool is traversed over the thread length in the longitudinal and/
or transverse direction. The feedrate F is not taken into account for G33, the limitation to
maximum axis velocity (rapid traverse) is monitored by the control.
Cylinder thread
Fundamentals
2.9 Motion commands
NC programming
Programming Manual, 12/2019, 6FC5398-2EP40-0BA0 225
 Loading...
Loading...














