Change in the working plane
The working plane (G17/G18/G19) cannot be changed if G41/G42 is active.
Change of tool offset data block (D…)
The tool offset data block can be changed in compensation mode.
A changed tool radius already becomes active as from the block containing the new D number.
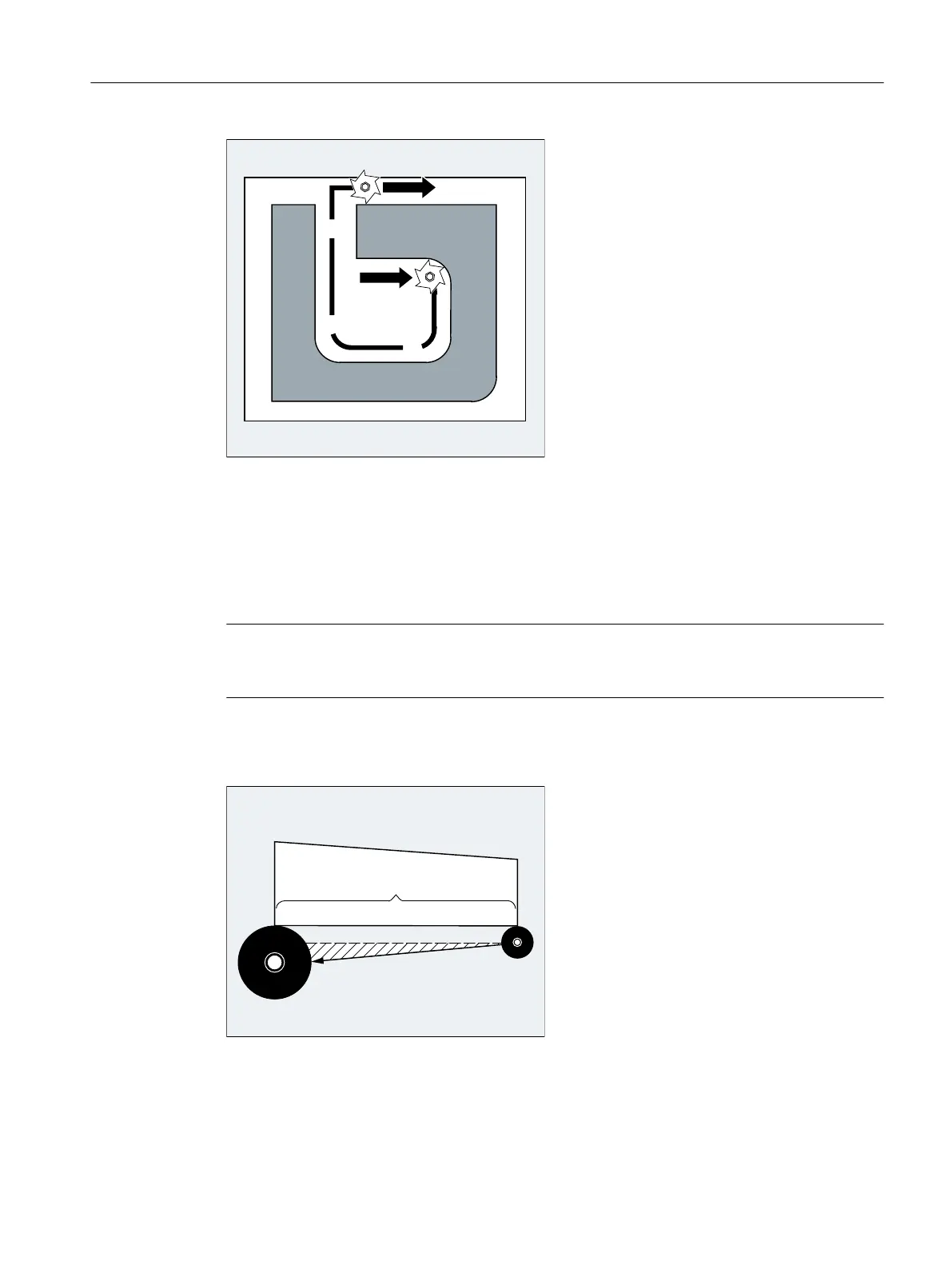
Note
The radius change or compensation movement is performed across the entire block and only
reaches the new equidistance at the programmed end point.
In the case of linear movements, the tool travels along an inclined path between the starting
point and the end point:
1&EORFNZLWKPRGLILHGUDGLXV
FRPSHQVDWLRQ
7UDYHUVLQJGLVWDQFH
3URJUDPPHGSDWK
Circular interpolation produces spiral movements.
Fundamentals
2.10 Tool radius compensation
NC programming
Programming Manual, 12/2019, 6FC5398-2EP40-0BA0 259
 Loading...
Loading...














