– Approach:
The tool travels around the starting point either along a circular path or over the
intersection of the equidistant paths depending on the programmed corner behavior
(G450/G451).
The commands G450/G451 apply to the transition from the current block to the next
block:
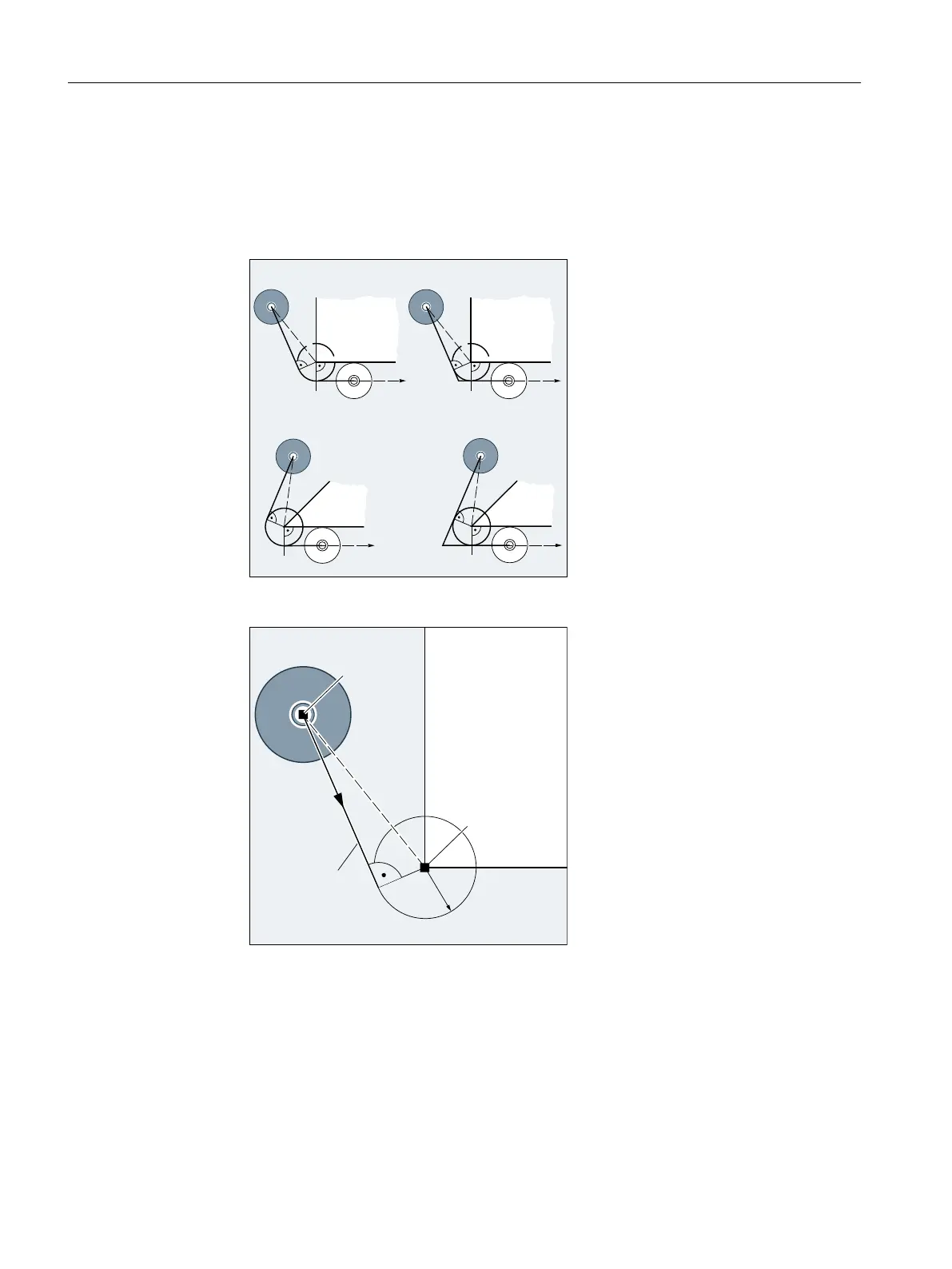
In both cases (G450/G451), the following approach path is generated:
$SSURDFK
SRLQW
$SSURDFKSDWK
6WDUWLQJSRLQW
7RROUDGLXV
A straight line is drawn from the uncompensated approach point. This line is a tangent
to a circle with circle radius = tool radius. The center point of the circle is on the starting
point.
– Retraction:
The same applies to retraction as to approach, but in the reverse order.
Approach/retraction with KONTC
Fundamentals
2.10 Tool radius compensation
NC programming
266 Programming Manual, 12/2019, 6FC5398-2EP40-0BA0
 Loading...
Loading...














